

1引言
在電路板組裝中,先在電路板焊盤上印刷錫膏,然后裝貼各類電子元器件,最后經過回流爐,錫膏中的錫珠熔化后將各類電子元器件與電路板的焊盤焊接在一起,實現電子模塊的組裝。這種表面貼裝技術(surfacemounttechnology,簡稱sMT)越來越多地應用在高密度封裝產品中,如系統級封裝(systeminpackage,簡稱siP)常焊接球焊陣列封裝(ballgridarray,簡稱BGA)器件、功率裸芯片、方形扁平無引腳封裝(quad aatNo-lead,簡稱QFN)器件。
由于錫膏焊接工藝及材料的特性,這些大焊接面器件在回流焊接后,錫焊接區域都會出現空洞,空洞會影響產品的電性能、熱性能和機械性能,甚至會導致產品失效,因此,改善解決錫膏回流焊接空洞成為一個必須解決的工藝技術問題,有研究者對BGA錫球焊接空洞的原因進行了分析與研究,并給出了改善解決方案,常規錫膏回流焊接工藝焊接面積大于10mm2的QFN或焊接面積大于6mm2的裸芯片解決方案則缺少。
有采用預制焊片(Preformsolder)焊接和真空回流爐焊接來改善焊接空洞。預制焊片需專門設備點助焊劑,如直接在預制焊片上貼裝放置芯片回流后芯片偏移、傾斜嚴重;如先回流再點助焊劑貼裝芯片,兩次回流使工藝增加,預制焊片和助焊劑材料成本也遠遠高于錫膏。
真空回流設備較昂貴,獨立的真空腔抽真空產能非常低,性價比不高,另外濺錫問題嚴重,對高密度、小間距產品是其應用受限的一個重要因素。本文基于常規錫膏回流焊接工藝并開發導入新的二次回流工藝來改善焊接空洞,解決焊接空洞引起的鍵合、塑封裂損等問題。
2錫膏印刷回流焊接空洞及產生機理
2.1焊接空洞 回流焊接后,產品在x-ray下檢測,焊接區顏色較淺的位置為因焊接層焊料不足而存在的空洞,如圖1所示
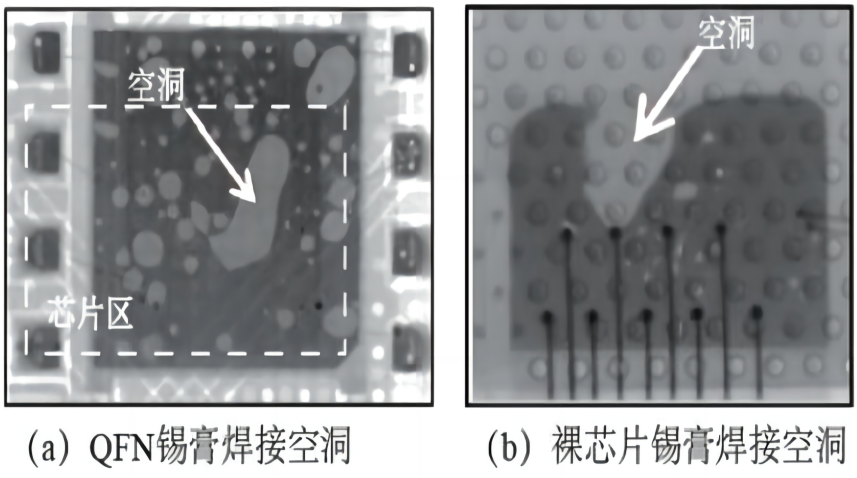
X-ray檢測下的氣泡空洞 2.2焊接空洞產生機理
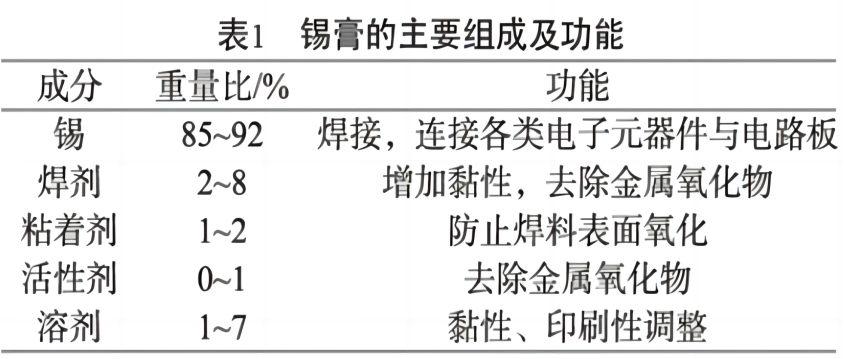
以sAC305錫膏為例,主要組成及功能如表1所示,助焊劑和錫珠成膏狀粘合在一起,錫焊料與助焊劑重量比約為9:1,體積比約為1:1。
錫膏完成印刷和貼裝各類電子元器件后,在經過回流爐時,錫膏會經過預熱、活化、回流、冷卻4個階段,不同階段中的溫度不同,錫膏的狀態也不同,如圖2所示。
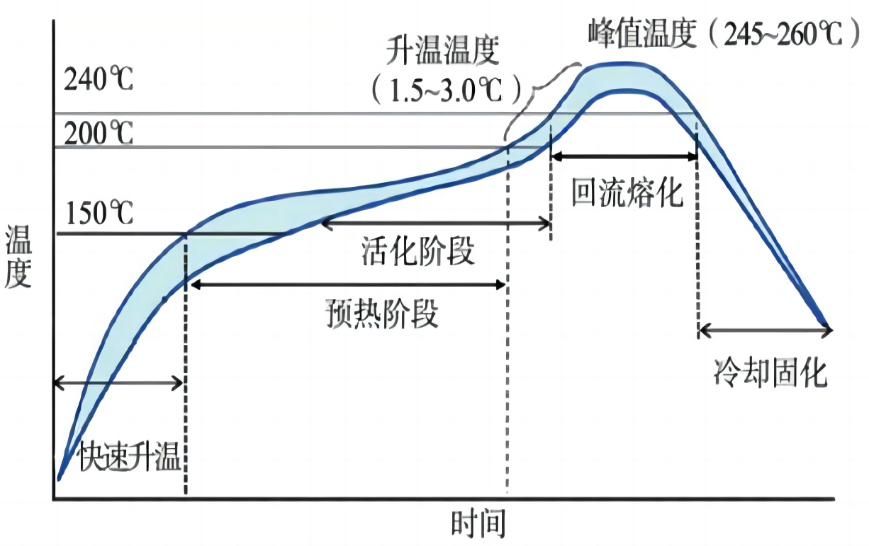
回流焊各區的Profile參考
預熱、活化階段錫膏內助焊劑中的易揮發成分受熱會揮發成氣體,同時去除焊接層表面氧化物時也會產生氣體,這些氣體部分會揮發而脫離錫膏,錫珠之間因助焊劑揮發而緊密收聚;在回流階段,錫膏中剩余的助焊劑會快速揮發,錫珠會熔化,少量助焊劑揮發氣體和大部分錫珠間的空氣沒有及時散出去,殘留在熔融態錫中并在熔融態錫的張力作用下呈漢堡包夾層結構并被電路板焊盤和電子元器件夾住,被包裹在液態錫中的氣體僅靠上浮力很難逃逸,加上熔融態時間又很短,當熔融態錫降溫冷卻變成固態錫,焊接層出現氣孔,焊錫空洞產生,如圖3所示。
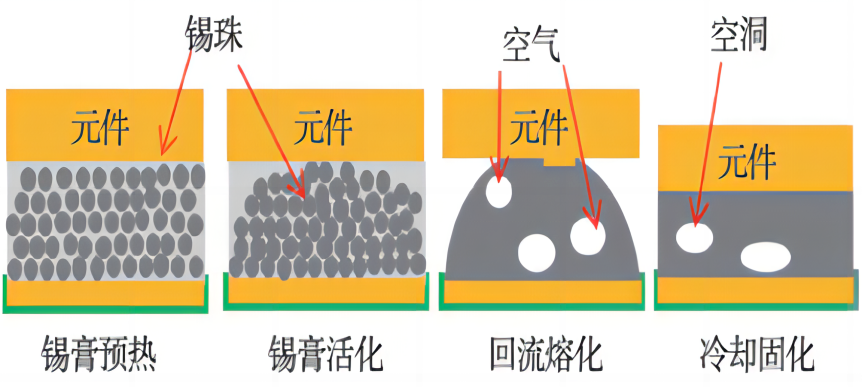
錫膏回流焊接產生空洞的原理圖
產生焊接空洞的根本原因為錫膏熔化后包裹在其中的空氣或揮發氣體沒有完全排出,影響因素包括錫膏材料、錫膏印刷形狀、錫膏印刷量、回流溫度、回流時間、焊接尺寸、結構等。
3錫膏印刷回流焊接空洞影響因素驗證
以QFN與裸芯片來試驗確認回流焊接空洞形成的主要成因,并尋找改善錫膏印刷回流焊接空洞的方法。QFN和裸芯片錫膏回流焊接產品剖面如圖4所示,QFN焊接面尺寸為4.4mmx4.1mm,焊接面為鍍錫層(100%純錫);裸芯片焊接尺寸為3.0mmx2.3mm,焊接層為濺射鎳釩雙金屬層,表面層為釩;基板焊盤為化學鍍鎳鈀浸金,厚度分別為0.4μm/0.06μm/0.04μm; 使用SAC305錫膏, 錫膏印刷設備為 DEKHorizonAPix,回流爐設備為BTUPyramax150N,x-ray設備為DAGExD7500VR。
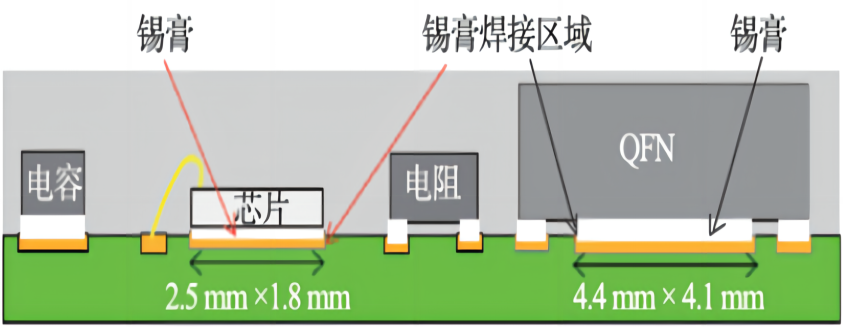
QFN及裸芯片焊接圖 為方便比較試驗結果,以表2中的條件回流焊接。
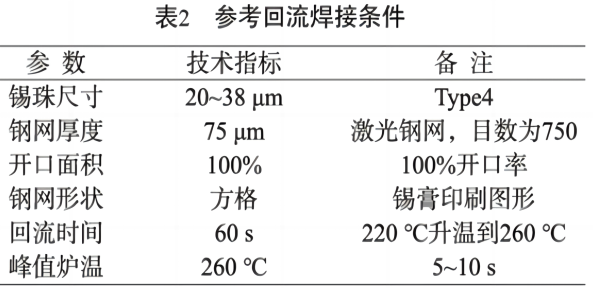
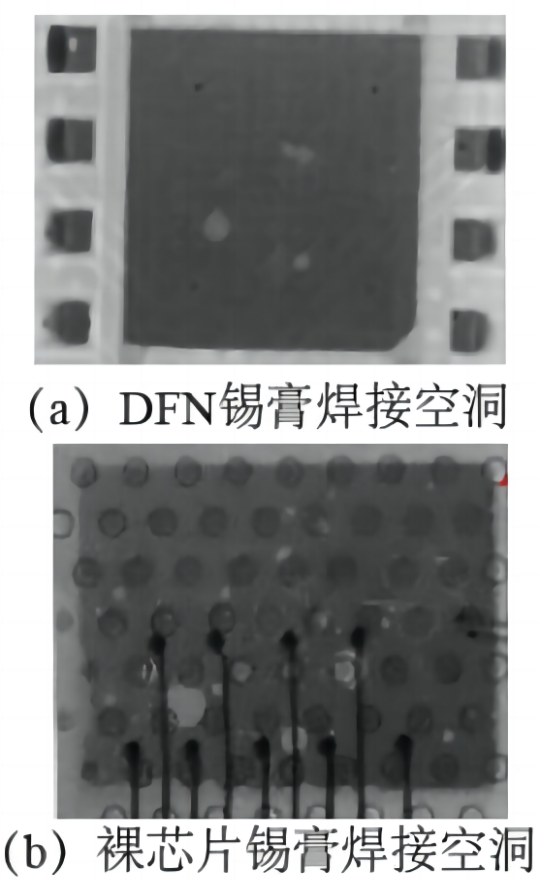
回流焊接條件表 完成表面裝貼和回流焊接后,通過X射線檢測焊接層,發現QFN和裸芯片底部焊接層都有較大空洞,如圖5所示。
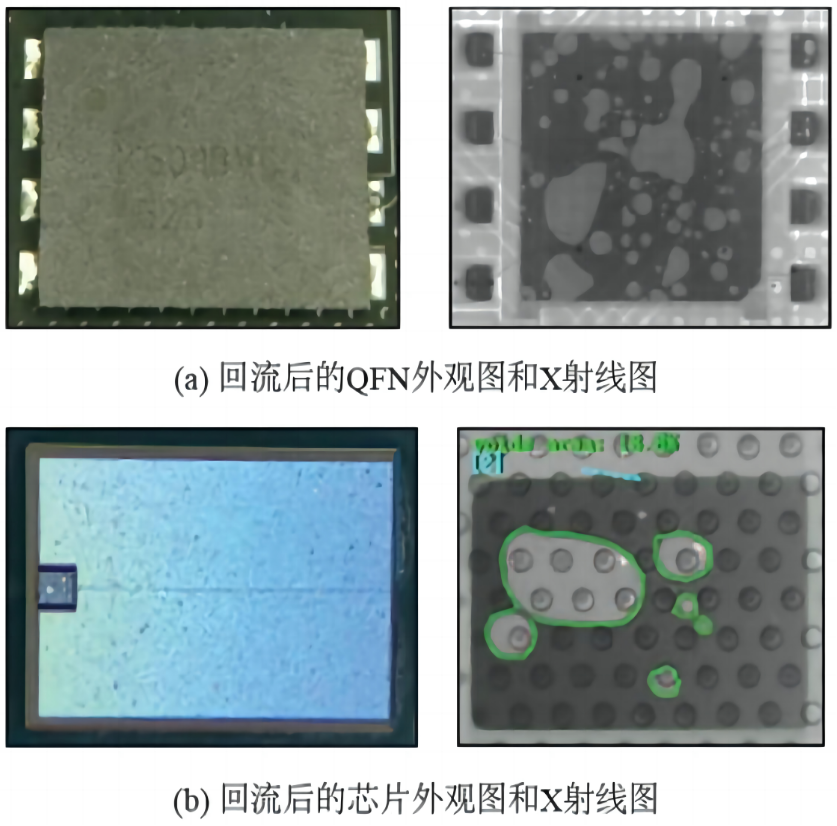
QFN及芯片空洞圖(X-ray)
由于錫珠尺寸、鋼網厚度、開口面積率、鋼網形狀、回流時間、峰值爐溫都會影響到回流焊接空洞,影響因素多,直接通過DOE試驗來驗證,試驗組數會太多,需要先通過相關性對比試驗快速篩選確定其中的主要影響因素,再進一步通過DOE優化主要影響因素。
3.1 焊接空洞與錫膏錫珠尺寸
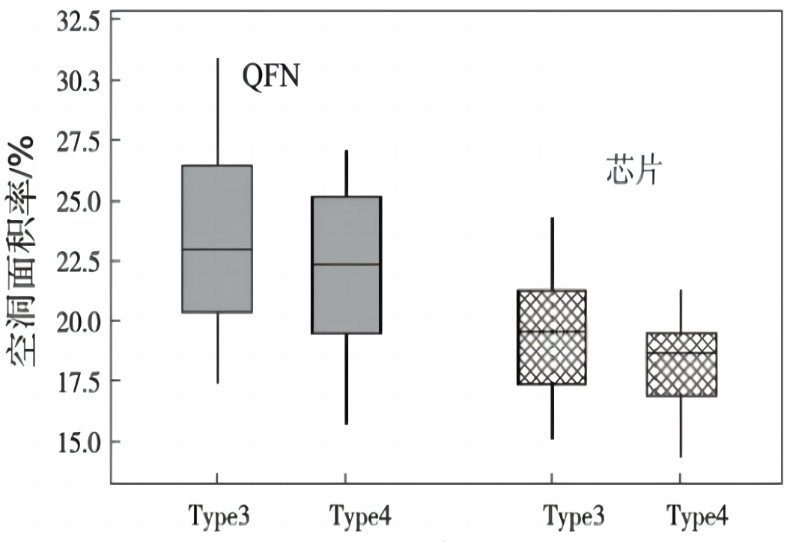
用type3型(錫珠尺寸為25~45μm)SAC305錫膏試驗,其他條件不變,回流后測量焊接層空洞并與type4錫膏對比,發現兩種錫膏的焊接層空洞沒有明顯不同,說明不同錫珠尺寸的錫膏對焊接層的空洞影響不明顯,不是影響因素,如圖6所示。
不同尺寸粒徑金屬錫粉空洞對比 3.2 焊接空洞與印刷鋼網厚度
用50μm、100μm、125μm厚度的印刷鋼網試驗,其他條件不變,回流后測量焊接層的空洞面積并與75μm厚度印刷鋼網對比,發現不同鋼網厚度(錫膏量)對QFN和芯片的焊接層空洞有一定影響,隨著鋼網厚度增加,空洞面積逐漸緩慢減少,當到達一定厚度后(100μm),隨著鋼網厚度增加空洞面積會反轉開始增加,如圖7所示。
這說明焊接錫膏量增加回流的液態錫被芯片壓蓋住,殘留空氣逃逸的出口只有狹小的四邊,當改變錫膏量時,殘留空氣逃逸的出口也增大,被液態錫包裹的空氣或揮發氣逃逸液態錫的瞬間爆裂會造成液態錫飛濺到QFN和芯片四周。
試驗發現,鋼網厚度增加,空氣或揮發氣逃逸出現的氣泡爆裂也會增多,QFN和芯片四周出現濺錫沾污的幾率也相應增加。
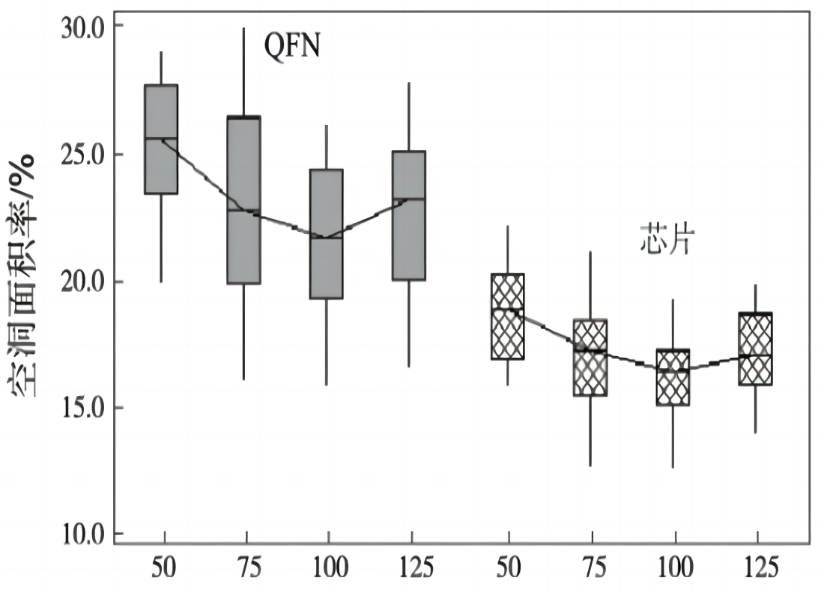
不同厚度鋼網空洞對比 3.3焊接空洞與鋼網開口面積率
用開口率為100%、90%、80%的印刷鋼網試驗,其他條件不變,回流后測量焊接層的空洞面積并與100%開口率印刷鋼網對比,發現開口率為100%、90%80%的條件下,焊接層空洞沒有明顯區別,如圖8所示。
不同鋼網不同開孔面積的空洞對比 3.4 焊接空洞與印刷鋼網形狀
用長條型b、斜柵型c錫膏印刷形狀試驗,其他條件不變,回流后測量焊接層的空洞面積并與方格型a印刷形狀對比,發現方格型、長條型、斜柵型條件下的焊接層空洞沒有明顯區別,如圖9所示。
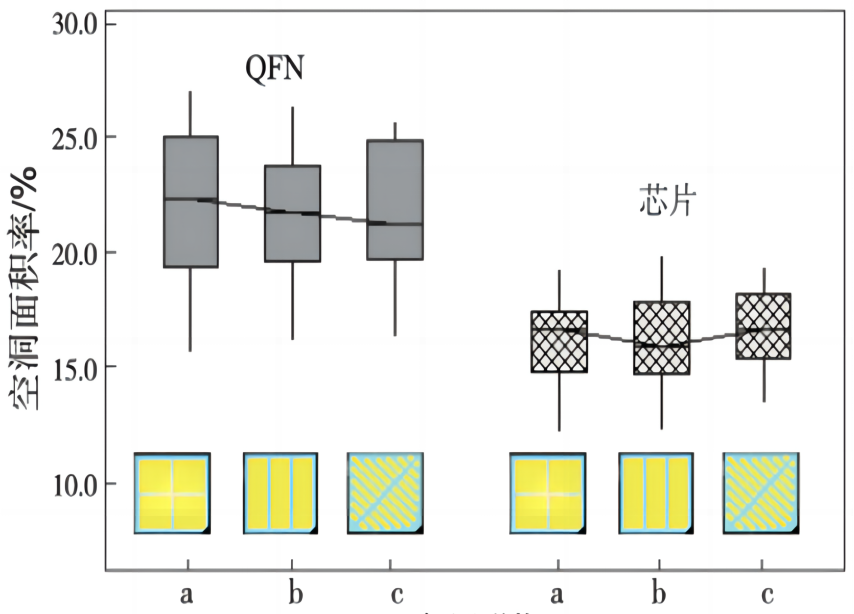
鋼網不同開孔方式空洞對比 3.5 焊接空洞與回流時間
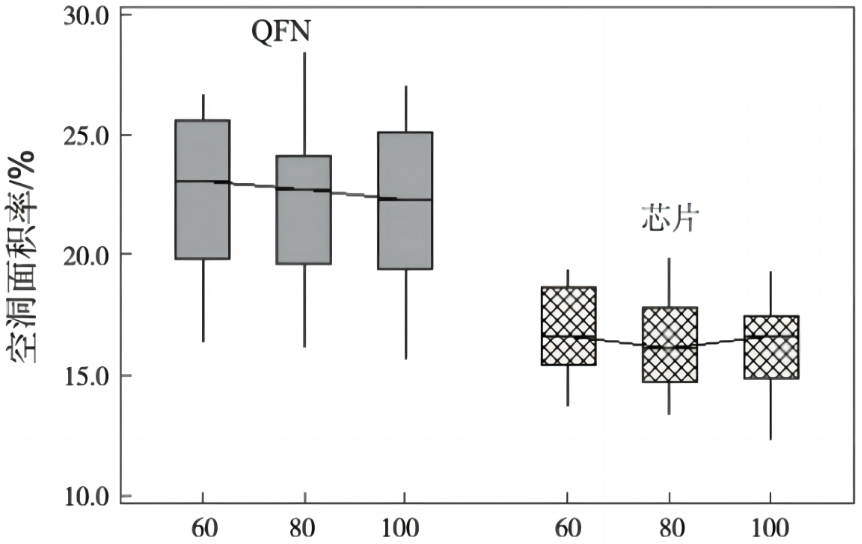
延長回流時間(70s、80s、90s)試驗,其他條件不變,回流后測量焊接層空洞,并與60s回流時間對比,發現回流時間增長,焊接空洞面積減小,但減小幅度隨時間增長而逐漸降低,如圖10所示。這說明在回流時間不充分的情況下,增加回流時間有利于包裹在熔化的液態錫中的空氣充分溢出,但回流時間增長到一定時間后,包裹在液態錫中的空氣很難再溢出。回流時間是影響焊接空洞的一個因素。
不同回流時間長度的空洞對比 3.6焊接空洞與峰值爐溫
用240℃、250℃峰值爐溫試驗,其他條件不變,回流后測量焊接層的空洞面積,并與260℃峰值爐溫的對比,發現不同峰值爐溫條件下,QFN和芯片的焊接層空洞都沒有明顯變化,如圖11所示。說明不同峰值爐溫對QFN和芯片的焊接層空洞影響不明顯,不是影響因素。
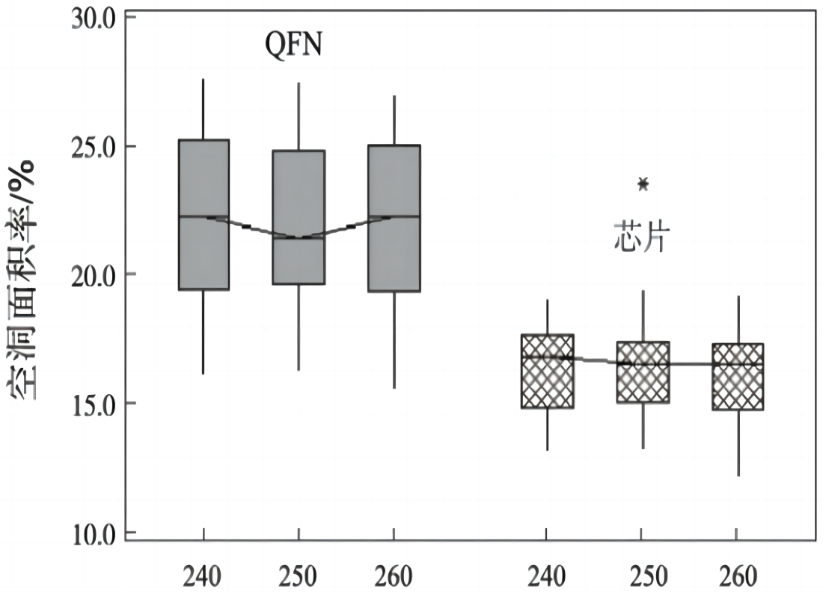
不同峰值溫度的空洞對比 上述試驗說明影響QFN和芯片的焊接層空洞的顯著因素有回流時間、鋼網厚度。
4錫膏印刷回流焊接空洞改善
4.1DOE試驗改善焊接空洞
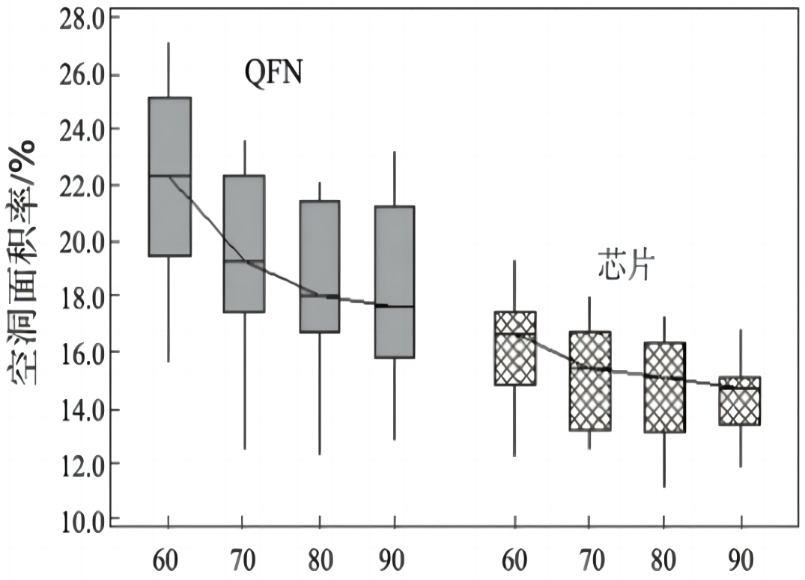
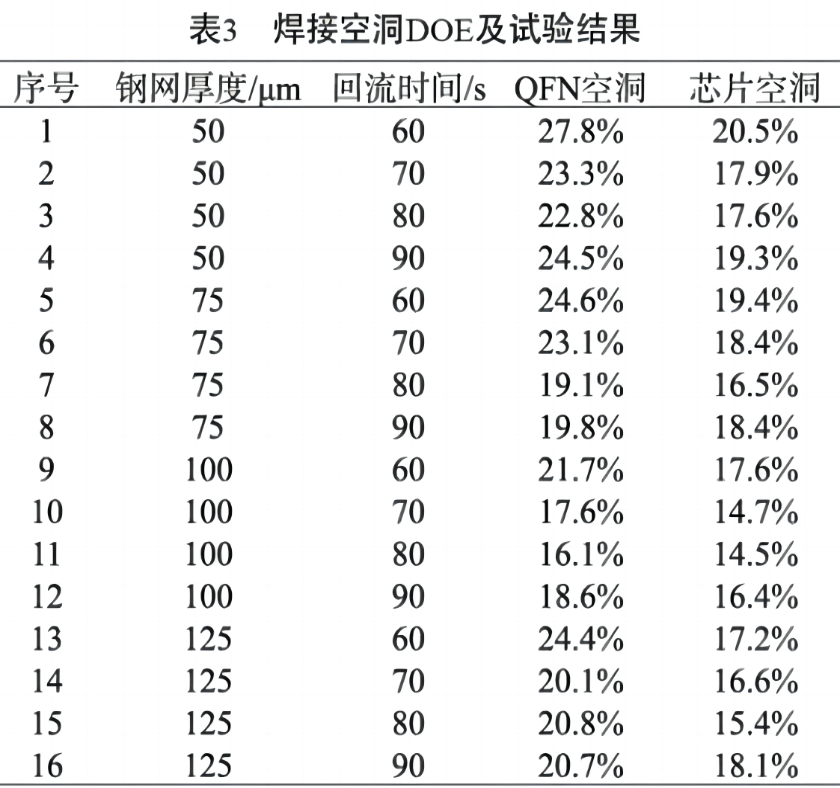
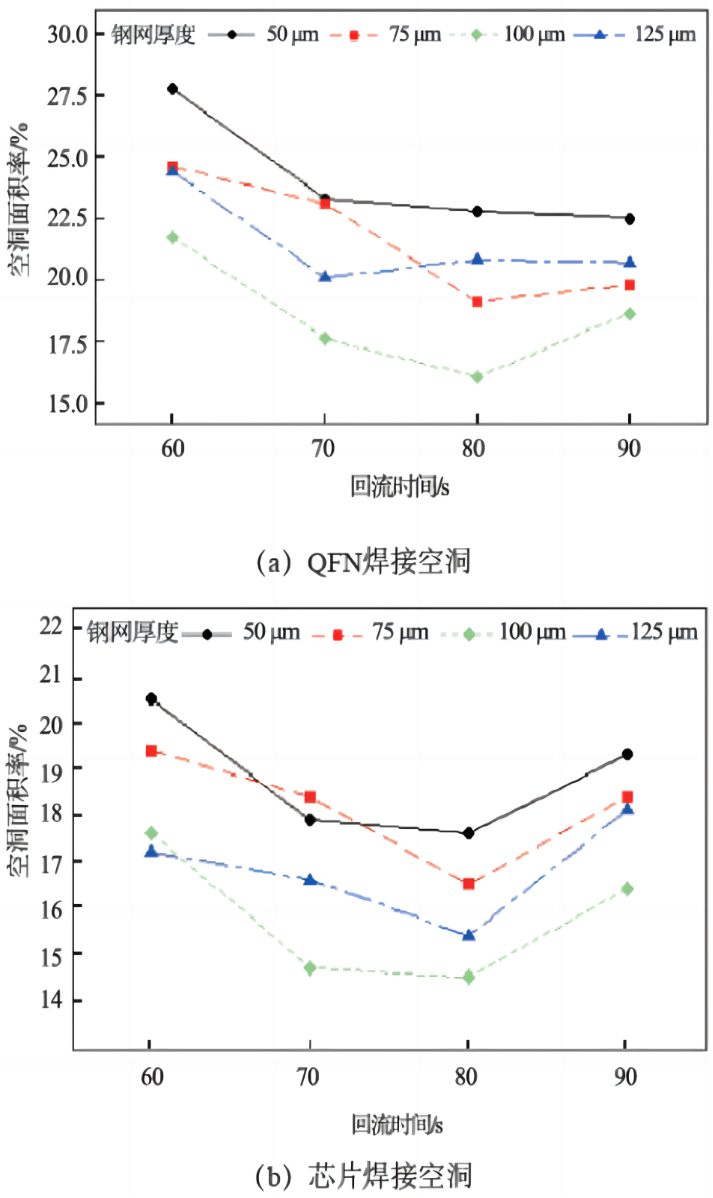
通過尋找主要影響因子(回流時間、鋼網厚度)的最優值來改善QFN和芯片的焊接層空洞,錫膏為SAC305type4,鋼網形狀為方格型(100%開口度),峰值爐溫為260℃,其他試驗條件與試驗設備都相同,DOE試驗及結果如表3所示。鋼網厚度、回流時間對QFN和芯片焊接空洞的影響如圖12所示,通過主要影響因素的交互作用分析,發現使用100μm鋼網厚度、80s回流時間能明顯減少QFN和芯片的焊接空洞,QFN的焊接空洞率從最大27.8%減少到16.1%, 芯片焊接空洞率從最大20.5%減少到14.5%。
試驗中以最優條件(100μm鋼網厚度、80s回流時間)生產1000顆產品,并隨機測量100顆QFN和芯片的焊接空洞率,QFN的焊接空洞率平均值為16.4%,芯片的焊接空洞率平均值為14.7%,相比改善前,QFN和芯片的焊接空洞率都有明顯減少。
4.2 新工藝改善焊接空洞
實際生產的情況和試驗顯示,當該芯片底部的焊接空洞面積小于10%時,在引線鍵合、模塑時不會出現芯片空洞位置裂損問題,通過DOE優化的工藝參數無法達到焊接常規錫膏回流焊接空洞的分析與解決空洞要求,需要進一步減小芯片的焊接空洞面積率。
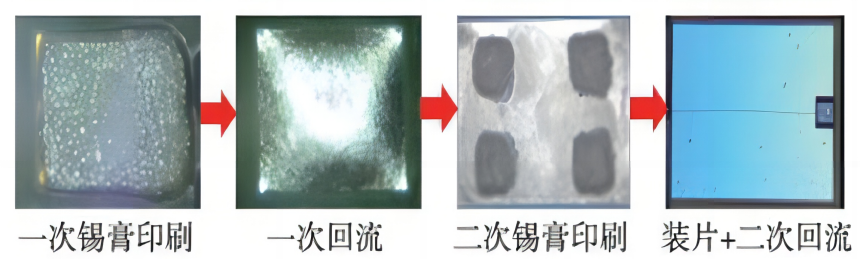
由于覆蓋在焊錫上的芯片阻礙了焊錫中的氣體浮出逃逸,為進一步減少芯片底部空洞率,通過沒有或減少焊錫包裹氣體來達到。采用兩次錫膏印刷回流焊接新工藝:一次錫膏印刷,一次回流不覆蓋QFN和裸芯片排出焊錫中的氣體;二次錫膏印刷、貼片、二次回流,具體流程如圖13所示。
經過2次印刷錫膏的空洞對比
第一次印刷75μm厚錫膏,通過回流時,沒有芯片覆蓋的焊錫中絕大部分氣體上浮逃逸,回流后的厚度大約為50μm;一次回流完成后,在冷卻凝固焊錫表面再印刷小方格型(為減少錫膏量,減少氣體溢出量,降低或消除焊錫飛濺)、50μm厚度錫膏(前述試驗結果顯示100μm最優,故二次印刷厚度為100μm.50μm=50μm),然后裝貼芯片,再通過80s回流。一次印刷、回流后的焊錫幾乎沒有空洞,二次印刷錫膏量很少,焊接空洞較小,如圖14所示。
經過兩次印刷錫膏,空洞圖 4.3 焊接空洞效果驗證
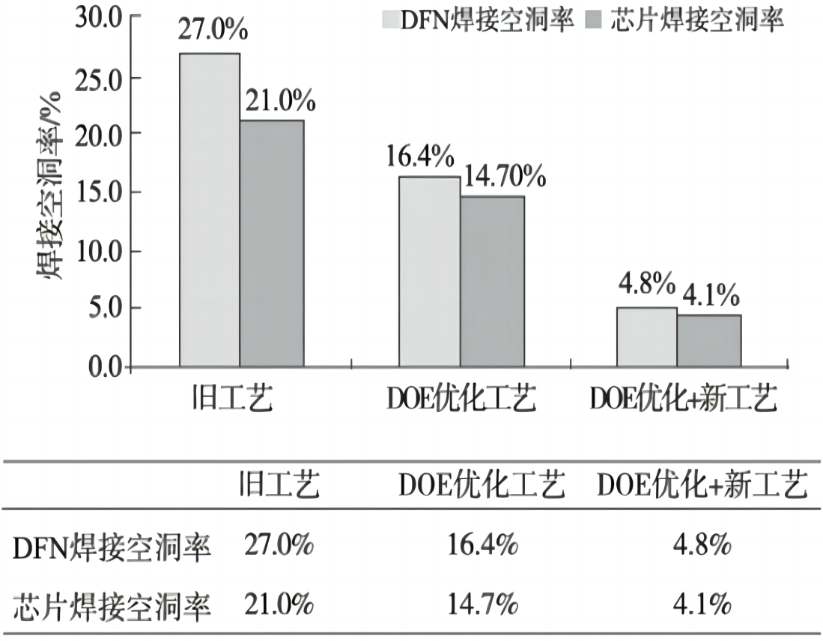
生產2000顆產品(一次印刷鋼網厚度為75μm,二次印刷鋼網厚度為50μm),其他條件不變,隨機測量500顆QFN和芯片的焊接空洞率,發現新工藝的一次回流后沒有空洞,二次回流后,QFN的焊接空洞率最大為4.8%,芯片的焊接空洞率最大為4.1%,與原來的一次錫膏印刷焊接的工藝、DOE優化后的工藝相比,焊接空洞有顯著的減少,如圖15所示。所有產品功能測試后沒有發現芯片裂損不良。
5總結
優化錫膏印刷量和回流時間雖能減少焊接空洞面積,但焊接空洞率仍然較大,采用兩次錫膏印刷回流焊接工藝能有效且最大程度地將焊接空洞率降低,批量生產可以實現QFN電路裸芯片焊接面積分別為4.4mmx4.1mm、3.0mmx2.3mm的焊接空洞率控制在5%以下,提高了回流焊接的質量與可靠性。本文研究為改善較大面積焊接面的焊接空洞問題提供了重要參考。
審核編輯:湯梓紅
-
電路板
+關注
關注
140文章
5044瀏覽量
100299 -
封裝
+關注
關注
128文章
8216瀏覽量
144153 -
smt
+關注
關注
42文章
2968瀏覽量
70658 -
BGA
+關注
關注
5文章
552瀏覽量
47619 -
錫膏
+關注
關注
1文章
856瀏覽量
17150
原文標題:【干貨】SMT使用常規錫膏空氣回流焊接空洞分析與解決辦法(2023精華版),你值得擁有!
文章出處:【微信號:SMT頂級人脈圈,微信公眾號:SMT頂級人脈圈】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
關于SMT回流焊接,你了解多少?
SMT貼片加工回流焊接造成空洞、裂紋的原因你知道嗎?
錫膏質量如何影響回流焊接空洞的產生?

SMT錫膏貼片加工中有哪些焊接不良?



錫膏回流焊點空洞產生的原因及預防措施

SMT錫膏貼片中的回流焊主要作用是什么?

真空回流焊接中高鉛錫膏、板級錫膏等區別探析






 工商網監
工商網監

評論