") PCBA焊接潤(rùn)濕不良分析
PCBA焊接潤(rùn)濕不良分析
No.1 案例概述
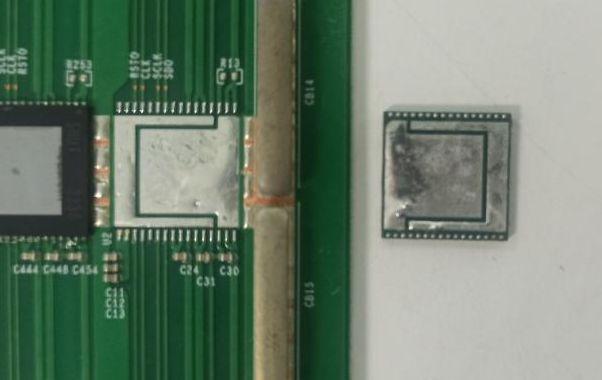
PCBA出現(xiàn)焊接潤(rùn)濕不良,分析剝離的器件與PCB板,推測(cè)虛焊發(fā)生原因與助焊劑(警惕!電子產(chǎn)品的“隱形殺手”——助焊劑殘留)相關(guān)性較大。詳細(xì)分析方案,請(qǐng)瀏覽文章獲知。
No.2 分析過程
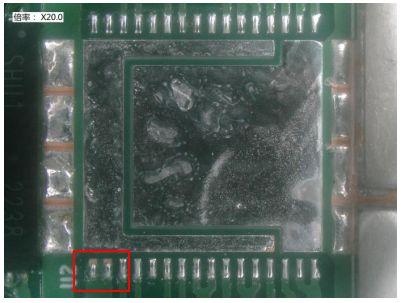
# 1 X-ray 檢測(cè)
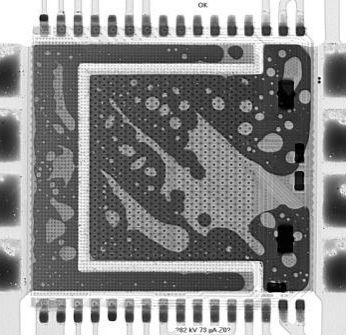
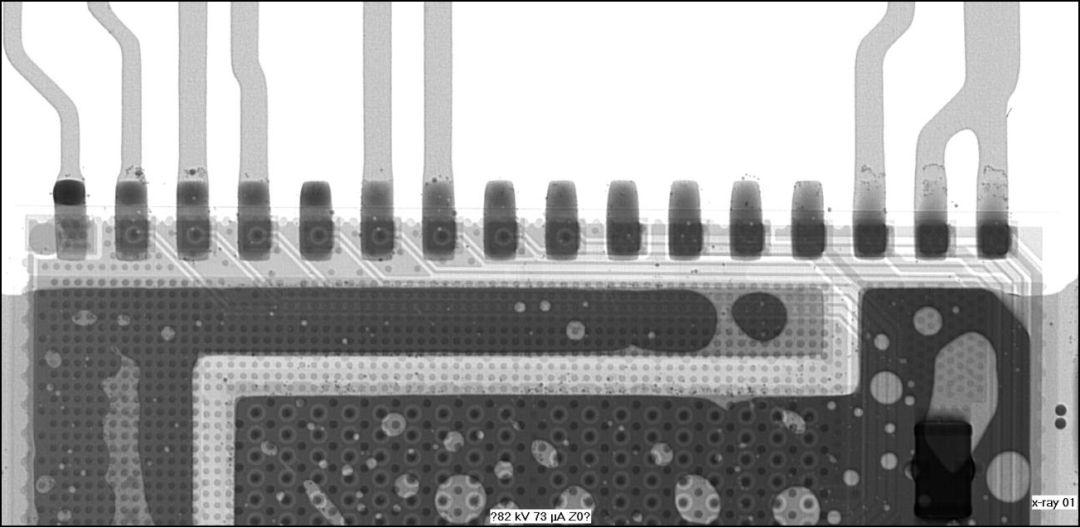
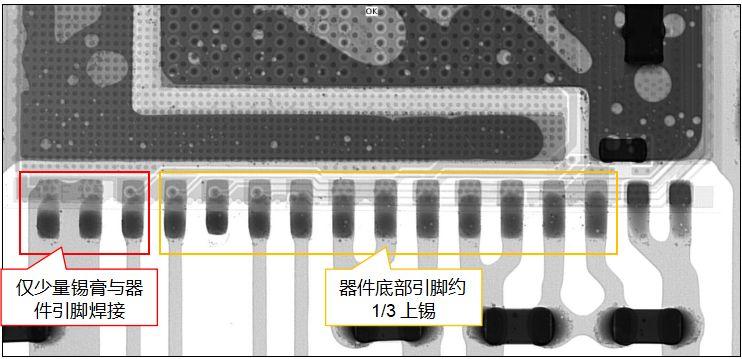
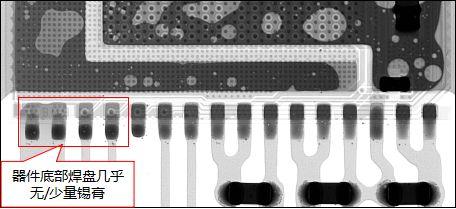
說明:
器件左下角底部焊盤幾乎沒有或僅少量錫膏焊接,該現(xiàn)象具有方向性。
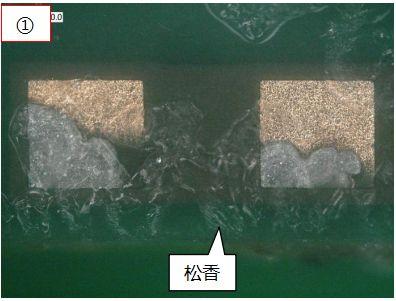
# 2 外觀觀察
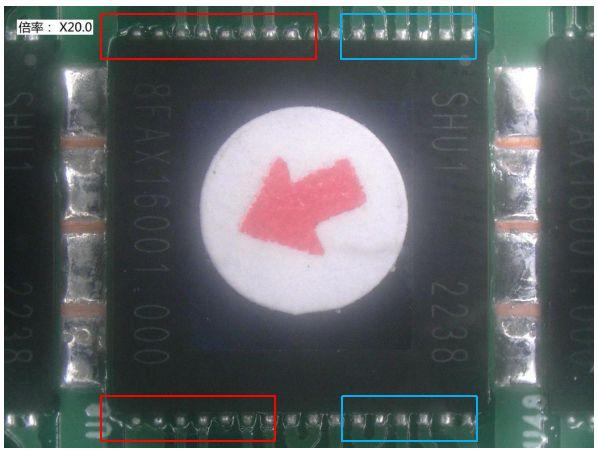
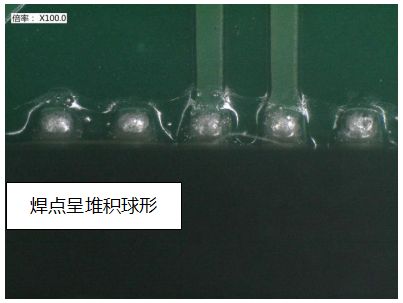
【異常外觀】
【正常外觀】
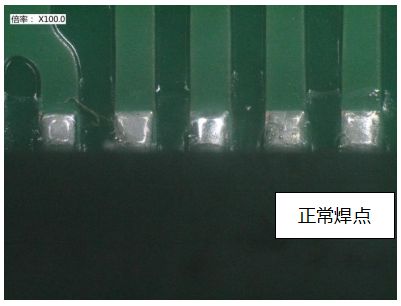
說明:
器件左側(cè)焊點(diǎn)呈現(xiàn)堆積球形狀。
# 3 剝離器件位置分析
1.剝離器件未進(jìn)行處理時(shí)分析
PCB板側(cè)外觀觀察

器件側(cè)外觀觀察
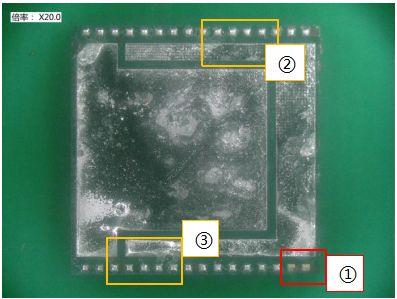
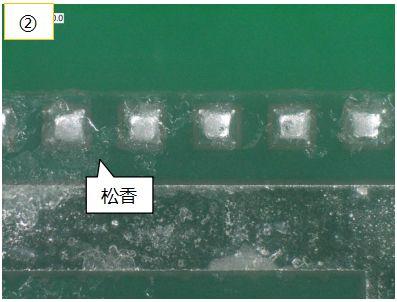
說明:
剝離器件PCB板側(cè)焊盤未被完全潤(rùn)濕,器件側(cè)焊盤僅沾少量錫膏,且兩側(cè)較多松香存留。
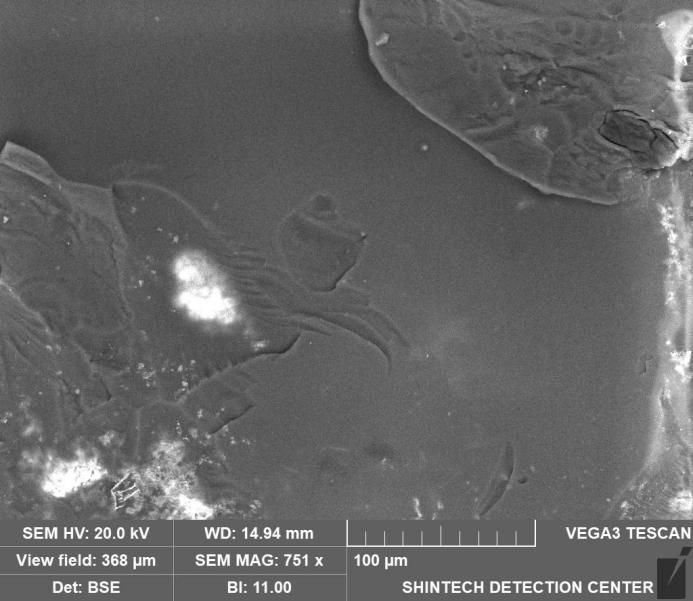
SEM分析
EDS分析

說明:
焊盤表面被松香所覆蓋,檢出Au、Ni元素,表明該未潤(rùn)濕位置鍍層Au未溶蝕。
2.異丙醇清洗去除表面松香后分析
/ 測(cè)量方法 /
對(duì)剝離的器件使用異丙醇超聲清洗后,去除表面松香,對(duì)底部焊接不良的兩個(gè)焊盤進(jìn)行分析。
金相觀察


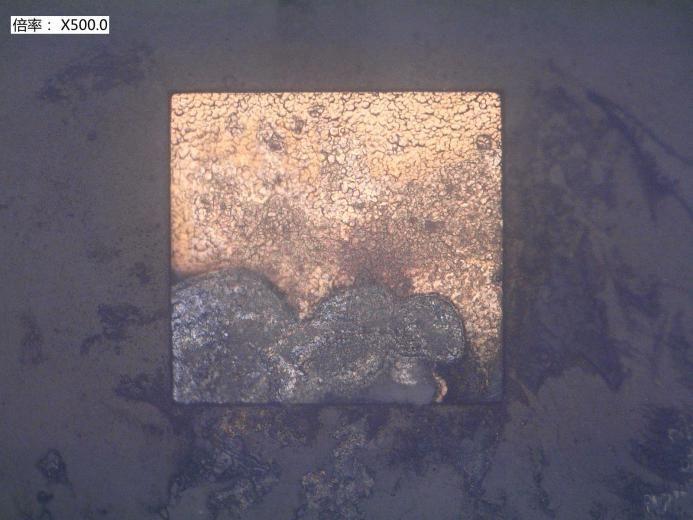
說明:
焊盤未潤(rùn)濕位置局部顏色發(fā)暗。
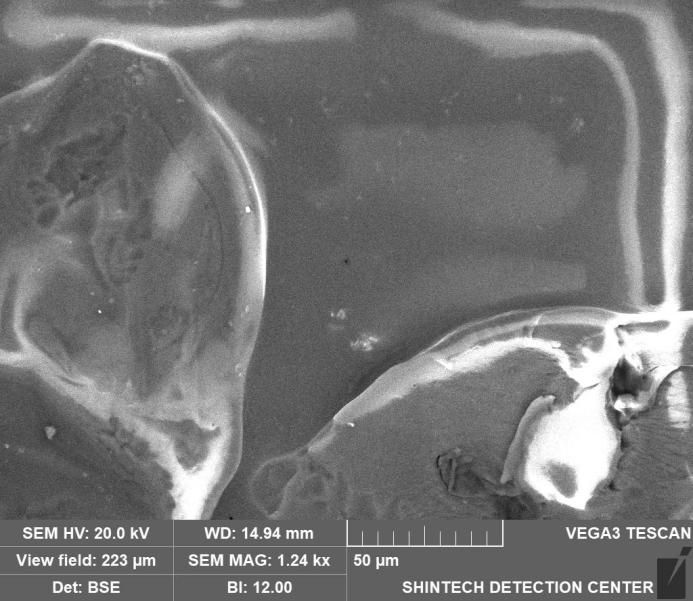
SEM分析
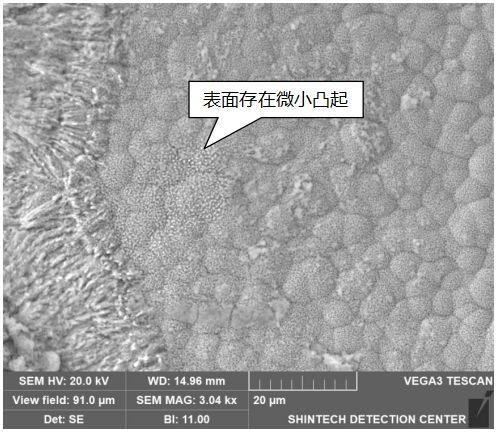
說明:
器件焊盤未潤(rùn)濕位置表面存在密密麻麻微小凸起,晶格形貌無異常。
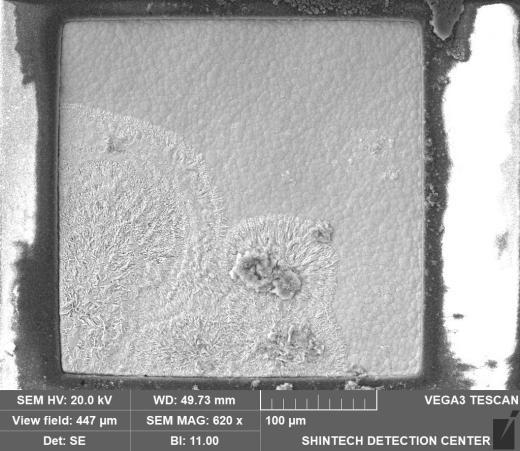
EDS分析
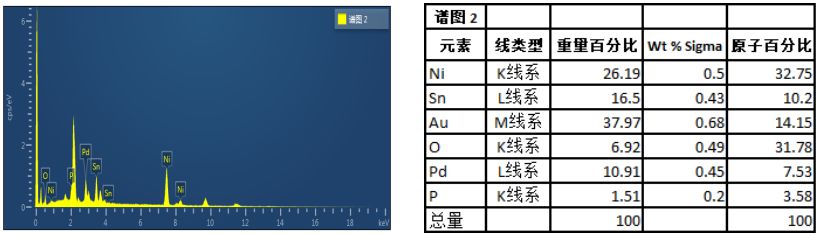
說明:
對(duì)焊盤未潤(rùn)濕位置進(jìn)行EDS分析,檢出Ni、Au、Sn、Pd、O、P元素,表明未潤(rùn)濕位置曾有少量Sn附著,但焊盤表面的金鍍層仍存在,即該位置在焊接過程中Au層未能熔融。
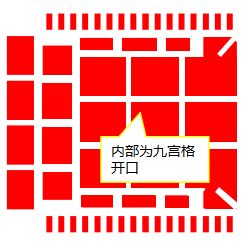
# 4 鋼網(wǎng)開口分析
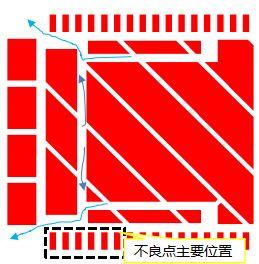
說明:
1.未潤(rùn)濕不良點(diǎn)主要集中于上圖所示位置(對(duì)向有少部分),該位置是助焊劑揮發(fā)氣體排出的主要通道;
2.開口隔斷僅0.25mm,助焊劑受熱后溢出且錫膏熔化匯集,進(jìn)一步導(dǎo)致該通道的“排氣”作用減弱,造成內(nèi)部氣流主要引向圖示不良點(diǎn)位,形成“抬起”效應(yīng)。
No.3分析結(jié)果
未潤(rùn)濕失效點(diǎn)位置具有傾向性,基本集中在左下角位置,如下圖所示:
未潤(rùn)濕的焊盤表面金層未溶蝕,說明錫膏熔化之后,該焊盤未與液態(tài)錫充分接觸,進(jìn)而芯片引腳部位發(fā)生翹起,錫膏與焊盤分離;
PCB板材為鋁材質(zhì),器件封裝主要為玻璃材質(zhì),二者都不容易發(fā)生形變,排除因形變引發(fā)的翹起;
通過對(duì)鋼網(wǎng)開口的分析判斷,目前失效點(diǎn)位置是受助焊劑揮發(fā)氣流影響最大的位置。大量揮發(fā)的氣體,會(huì)將芯片“抬起”,造成圖示位置的輕微起翹。
綜合以上分析:
推測(cè)該焊接不良是由于大量助焊劑氣體揮發(fā),其產(chǎn)生的氣泡集中由排氣孔散出,造成芯片起翹,使芯片焊盤與錫不能充分接觸造成虛焊。
No.4 改善方案
建議改善鋼網(wǎng)開口方式
1.內(nèi)部九宮格開口;
2.增加隔斷,所有的隔斷寬度增加為0.4mm。
新陽(yáng)檢測(cè)中心有話說:
本篇文章介紹了PCBA焊接潤(rùn)濕不良分析。如需轉(zhuǎn)載本篇文章,后臺(tái)私信獲取授權(quán)即可。若未經(jīng)授權(quán)轉(zhuǎn)載,我們將依法維護(hù)法定權(quán)利。原創(chuàng)不易,感謝支持!
新陽(yáng)檢測(cè)中心將繼續(xù)分享關(guān)于PCB/PCBA、汽車電子及相關(guān)電子元器件失效分析、可靠性評(píng)價(jià)、真?zhèn)舞b別等方面的專業(yè)知識(shí),點(diǎn)擊關(guān)注獲取更多知識(shí)分享與資訊信息。
審核編輯黃宇
-
焊接
+關(guān)注
關(guān)注
38文章
3139瀏覽量
59806 -
助焊劑
+關(guān)注
關(guān)注
3文章
94瀏覽量
11244 -
失效分析
+關(guān)注
關(guān)注
18文章
215瀏覽量
66405 -
PCBA
+關(guān)注
關(guān)注
23文章
1523瀏覽量
51492
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
PCBA加工常見質(zhì)量問題揭秘:焊接不良與解決方案
常見PCBA錫膏焊接不良現(xiàn)象有哪些?

PCBA焊接疑難解析:克服常見問題的有效策略
PCBA錫膏加工虛焊和假焊的危害有哪些?

大研智造激光錫球焊接:革新PCBA焊接技術(shù)

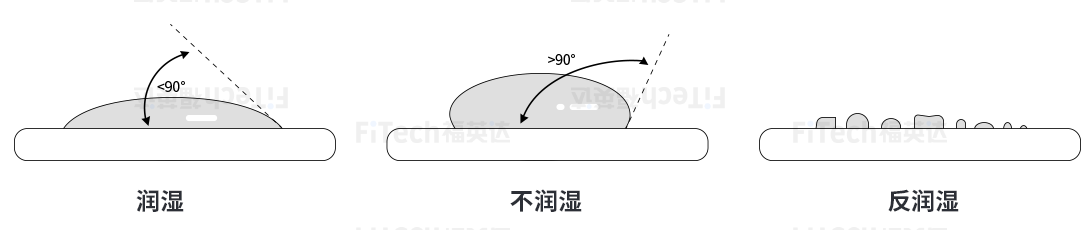
淺談焊接過程中的不潤(rùn)濕與反潤(rùn)濕現(xiàn)象
PCBA電路板焊接后檢測(cè)質(zhì)量的方法
焊接之道:深入剖析PCBA可焊性的四大關(guān)鍵因素

PCBA加工中波峰焊出現(xiàn)透錫不良怎么解決
SMT焊接中常見的不良現(xiàn)象有哪些?

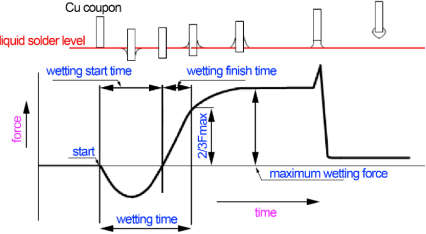
詳解電子元件的潤(rùn)濕平衡實(shí)驗(yàn)
什么是波峰焊,如何使PCBA組裝自動(dòng)焊接
PCBA產(chǎn)品出現(xiàn)故障的不良原因有哪些呢?
別再被焊接問題困擾!一文讀懂PCBA可焊性影響因素






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論