 基于三軸設備畫正方形程序設計
基于三軸設備畫正方形程序設計
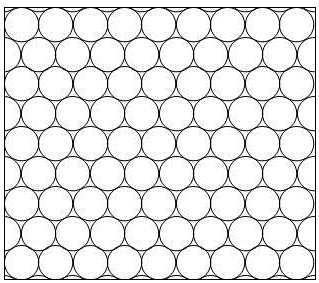
在這個案例中,主要讓大家學習1200PLC的運動控制功能,我們借助這個三軸設備(如圖1所示)實現長寬為50mm的正方形的繪制。
在HMI上(如圖2所示)可以手動實現軸使能、手動X軸正負方向運行;手動Y軸正負方向運行;手動Z軸正負方向運行、示教基準位置點等。自動時,按下“啟動”按鈕即自動繪制長寬為50mm的正方形。
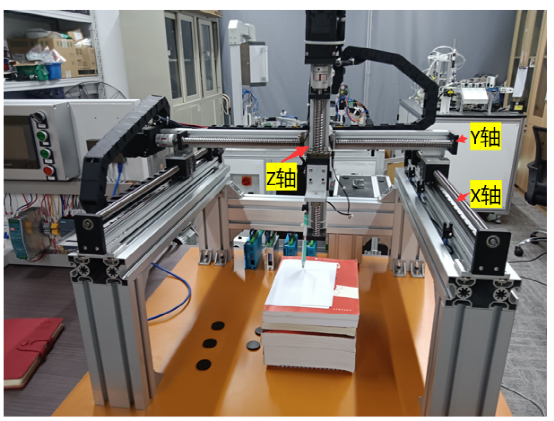
圖1
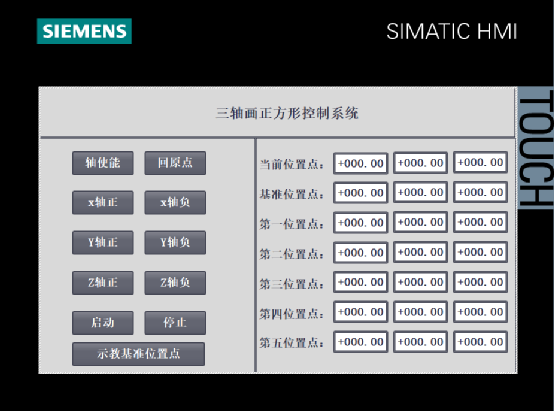
圖2
1
程序設計思路
1)可以設置一個基準點(如圖3),然后依次算出其他的位置點。
2)使用絕對定位指令,到達相關位置點。
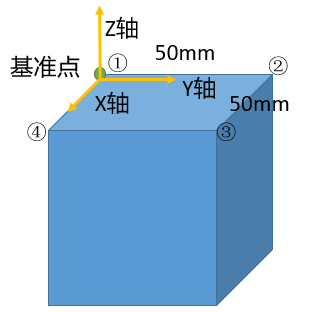
圖3
2
程序設計
1)創建工藝對象:創建X軸的工藝對象(如圖4至圖10所示)。Y軸和Z軸的工藝對象類似,在此不贅述。
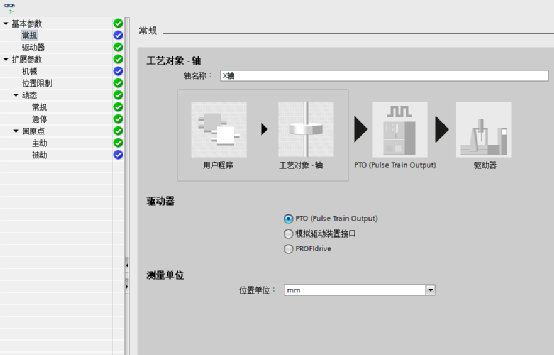
圖4
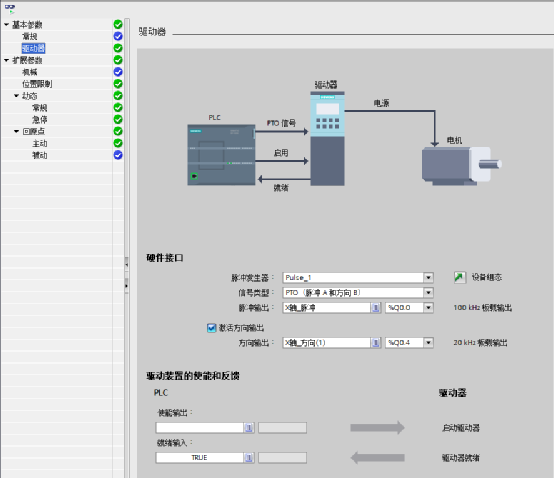
圖5
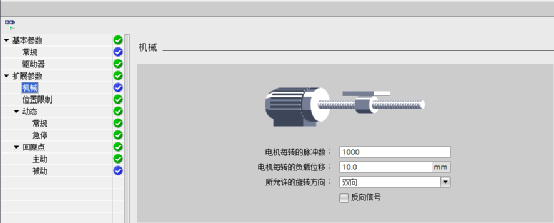
圖6
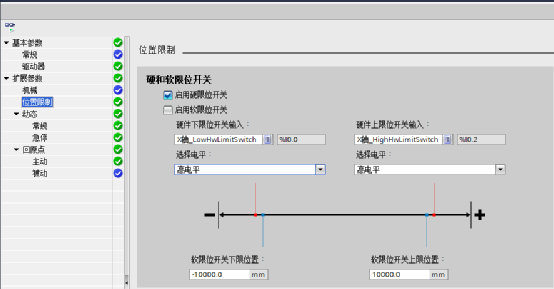
圖7
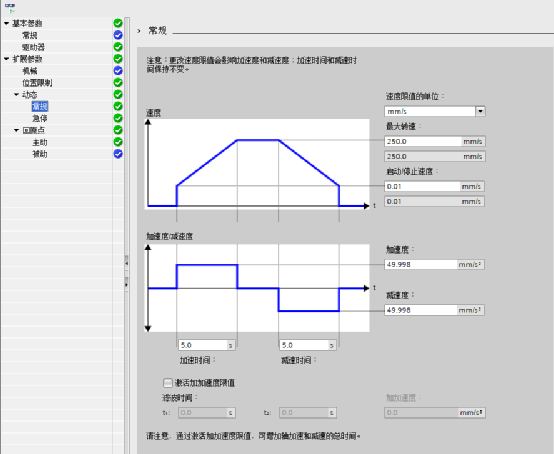
圖8
圖9
圖10
2)因為我們設備上有X、Y、Z三軸軸,每個軸都有位置值,所以可以建立 “UDT數據類型”,用于存儲三個軸的位置值。UDT的數據類型名稱為“Pos”,如圖11及圖12所示.
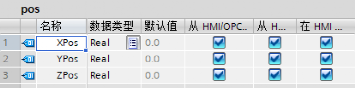
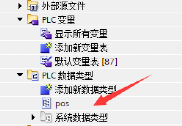
圖12 圖11
3)手動控制程序(FC1),如圖13至16所示,主要實現的功能是軸使能,三個軸的點動控制、三個軸的回原點、三個軸的故障復位等。
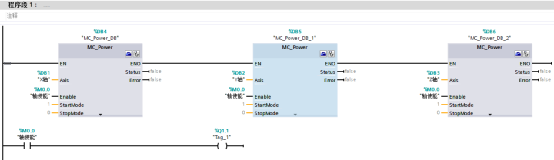
圖13
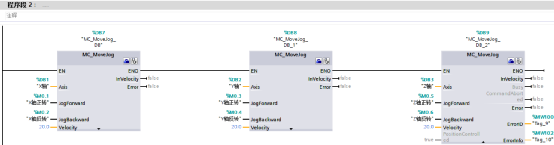
圖14
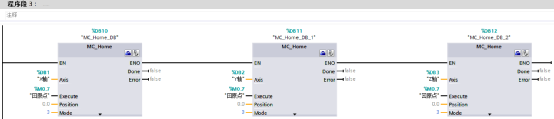
圖15

圖16
4)位置計算(FC2),要計算zheng方形的4個位置點,可以使用SCL語言編寫。當“"inst_Pos".HMI_SetBase”的值(來源于HMI上的按鈕)為1時計算4個位置點。如圖17及18所示,
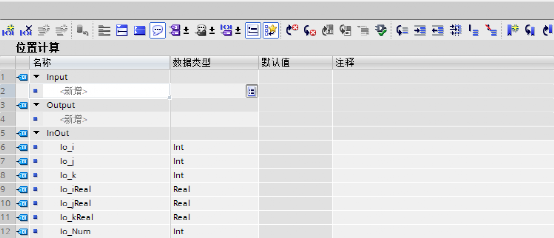
圖17
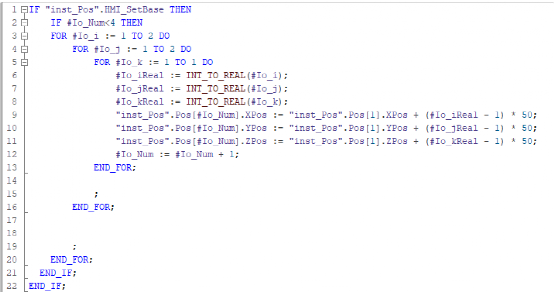
圖18
計算出來的位置值存儲在數組變量中,如圖19所示。四個點的坐標值對應圖3的四個位置值。
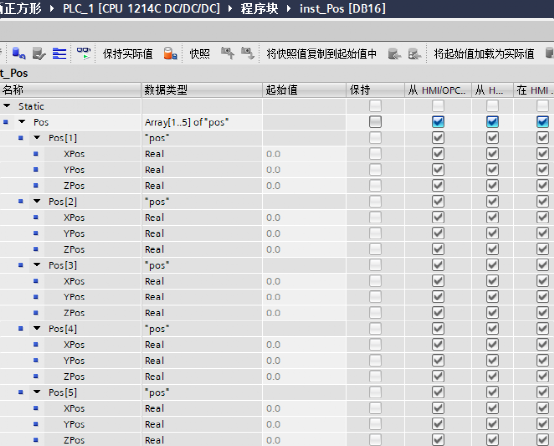
圖19
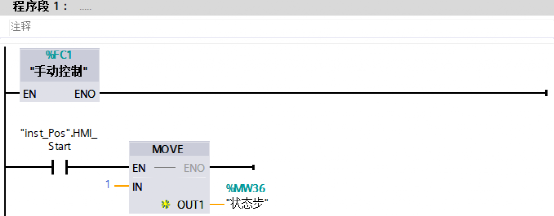
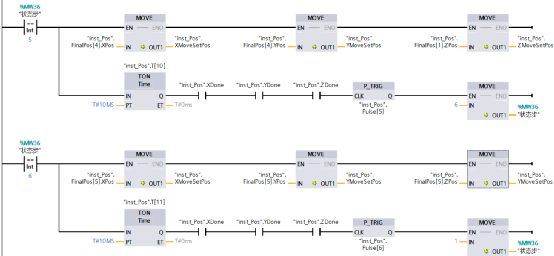
3)主程序
①程序段1主要是調用手動控制程序。并且如何按下了HMI上的“"inst_Pos".HMI_Start”這個按鈕之后把狀態步MW36設置為1。
②“"inst_Pos".HMI_SetBase”為觸摸屏上設置基準點按鈕,當按下這個按鈕則可以設置1個基準點,依次基準點畫一個正方形。由于計算出來的位置值的第3個點和第4個位置點是相反的,所以地址中的值做個交換。"inst_Pos".Pos[1]給到"inst_Pos".FinalPos[1],"inst_Pos".Pos[2]給到"inst_Pos".FinalPos[2],"inst_Pos".Pos[3]給到"inst_Pos".FinalPos[4],"inst_Pos".Pos[4]給到"inst_Pos".FinalPos[3],起始點和結束點是同一個點,所以"inst_Pos".Pos[1]給到"inst_Pos".FinalPos[5]。其中"inst_Pos".FinalPos變量如圖20
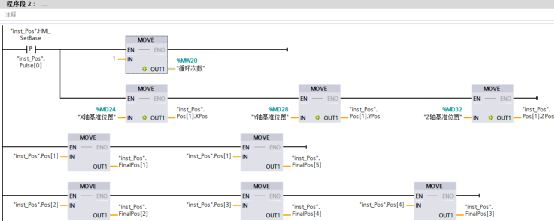
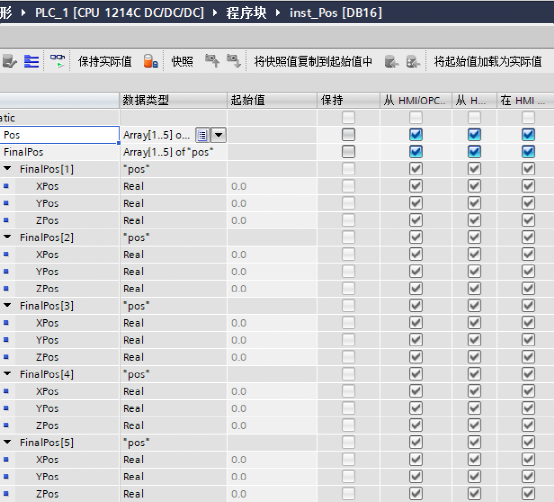
圖20
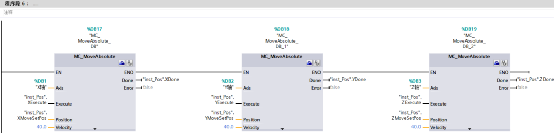
③調用位置計算程序

④軸的當前位置

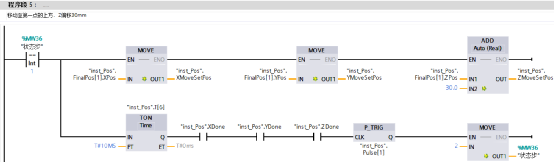
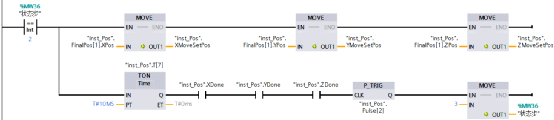
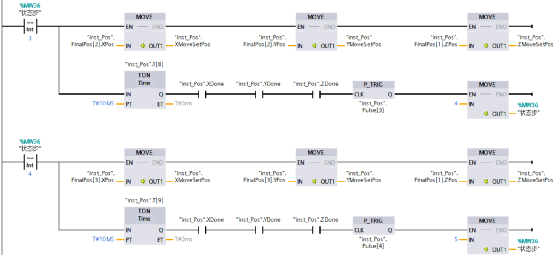
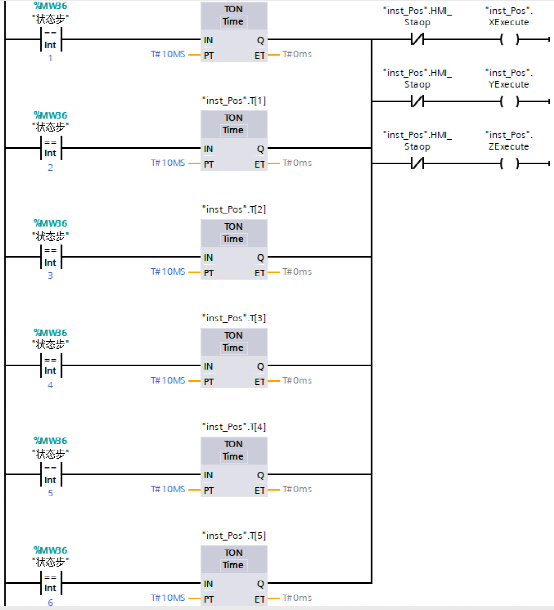
⑤狀態步判斷,然后到達不同的位置

-
plc
+關注
關注
5013文章
13327瀏覽量
464081 -
運動控制
+關注
關注
4文章
584瀏覽量
32903 -
三軸
+關注
關注
0文章
3瀏覽量
1488
原文標題:案例分享 | 基于三軸設備畫正方形程序設計
文章出處:【微信號:跟我學PLC,微信公眾號:跟我學PLC吧】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
救命!本人有個考試2個程序,有請各位大蝦幫助做一下
為什么我用ad10自己畫的封裝和用封裝向導畫的封裝不一樣?
精準估算壓縮性穩態斯托克斯方程于2D單位正方形程序圖形示意
針對非正方形圖像置亂的算法
華為Mate 20/Pro,正方形設計搭載麒麟980處理器并擁有三個攝像頭
科普:CPU為什么不是圓形而是正方形?





 工商網監
工商網監
評論