") 介紹超聲加工技術的發(fā)展概況、研究現狀及未來發(fā)展趨勢
介紹超聲加工技術的發(fā)展概況、研究現狀及未來發(fā)展趨勢
本文主要圍繞工業(yè)應用需求角度介紹超聲加工技術的發(fā)展概況、研究現狀及未來發(fā)展趨勢等。超聲加工技術是一種面向難加工材料(硬脆材料、復合材料、難加工金屬材料等)的特種加工技術,在航空航天、汽車、半導體、3C和醫(yī)療等領域存在著廣闊的應用前景。超聲加工技術可通過超聲振動能量實現難加工材料的精密去除。
近年來,在國內外眾多高校、研究院所和企業(yè)的共同努力下,超聲加工技術得到了快速發(fā)展,實現了在多類難加工材料精密加工場景的大量典型應用。超聲加工技術作為先進制造技術中特種加工技術的代表,將為制造業(yè)水平的提升提供重要支撐。
PART01 序言
近年來,先進工程材料在航空航天、汽車、半導體、3C和醫(yī)療等制造業(yè)領域中不斷涌現,如鈦合金、高溫合金、工程陶瓷、陶瓷基復合材料以及蜂窩復合材料等,這些材料具有優(yōu)異的使用性能,然而機械加工性能很差,屬于典型的難加工材料。在使用傳統(tǒng)的機械制造技術對這些材料進行精密加工時遇到了一定的瓶頸,一種新型的制造工藝技術——超聲加工技術,即Ultrasonic Machining(UM),受到越來越多的關注并得到大量的應用。
超聲加工技術是一種通過超聲波振動能量實現難加工材料精密去除的工藝技術,該技術是將超聲波振動能量通過一系列結構的傳播和變換聚焦在刀具的工作區(qū)域,從而形成被切削材料的沖擊去除效果,進而可以提高眾多難加工材料的可加工性能。
該技術在加工過程中具有眾多優(yōu)點,如:降低切削力和減少切削熱、減小刀具磨損和崩邊毛刺、優(yōu)化切屑形態(tài)、提高表面質量、降低亞表面損傷以及提高加工效率等(每個加工工藝具體的改善效果因超聲刀具、材料、工藝等的不同而存在一定的差別)。
超聲加工技術是一種基于功率超聲技術發(fā)展起來的特種加工技術,它本質上是一個物理去除過程,不涉及材料性質的改變。隨著市場化的需求越來越強烈,超聲加工技術中商用標準化系統(tǒng)也成為了目前市場需求的重點,相關的超聲加工技術開始走出實驗室,在眾多典型難加工材料的精密加工中得到應用,如:光學玻璃、藍寶石、陶瓷、氧化鋁陶瓷、鈦合金、高溫合金、碳纖維復合材料以及鋁基碳化硅復合材料等,其應用領域及典型案例如圖1所示。近幾年,國內難加工材料的大量應用,帶來了較多的超聲加工技術應用需求,促使了該技術的市場化,多家科研機構和制造企業(yè)紛紛開始進行超聲加工技術的產業(yè)化應用。
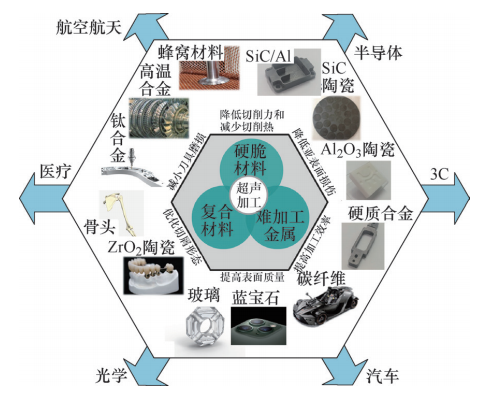
圖1超聲加工應用領域及典型案例
PART02 超聲加工技術發(fā)展現狀
“工欲善其事,必先利其器”,超聲加工技術是針對難加工材料精密加工的利器。在大多數切削加工領域,超聲加工更確切的名稱應該為“超聲輔助精密加工”,即在傳統(tǒng)切削加工技術上輔助超聲振動,從而實現特殊的材料去除效果。但在某些特殊情況下,超聲振動也會成為主要的甚至唯一的切削動力,這類超聲加工技術可直接稱之為超聲加工,例如:在醫(yī)療領域常使用的超聲手術刀,用于骨骼切割;在航空蜂窩材料的零件加工過程中大量使用的超聲匕首刀,可實現高效、綠色加工。
早在20世紀20年代,美國、日本、德國以及蘇聯(lián)的科學家便開始振動加工的基礎研究,而早期研究主要集中在通過改善切削條件實現材料斷屑等方面,主要應用也是在超聲車削領域,該階段主要的特點是低頻率振動加工,其頻率和現在的超聲頻率(15kHz以上)有著較大的差別。進入21世紀/后,機床制造商德馬吉森精機推出了商業(yè)化超聲加工機床整機,成為了較早將超聲加工技術進行商業(yè)化的企業(yè)。
2000年前后,由于各式各樣難加工材料層出不窮,因此國內各個高校、研究院所掀起了研究超聲加工技術的熱潮,清華大學、上海交通大學、北京航空航天大學、華中科技大學、天津大學、哈爾濱工業(yè)大學、南京航空航天大學、大連理工大學以及河南理工大學等高校開展了大量的基礎研究和應用開發(fā),涉及超聲加工技術中的裝備設計、控制技術、超聲加工系統(tǒng)和超聲工藝等各個方面。
超聲加工技術經歷了從起步到2000年左右的萌芽階段,再經過近20余年的快速發(fā)展階段,近5年以來,難加工材料的快速大量應用加速了超聲加工技術的商用化發(fā)展。目前,國內外在超聲加工裝備、超聲振動控制、工藝等方面的技術逐步成熟,也推動了人們對超聲加工技術的基本要求、工作機理、工藝特性以及應用領域的深入理解。與此同時,開展超聲加工技術研究的高校和研究院所越來越多,涉及的超聲加工應用領域也越來越廣泛。
PART03 超聲加工技術基本原理
目前,國內外對于超聲加工技術的理解仍在不斷發(fā)展過程中,尚缺乏統(tǒng)一的標準和規(guī)范。常規(guī)超聲加工系統(tǒng)主要包含超聲驅動控制器、超聲發(fā)射器、換能器、變幅桿、夾持結構和刀具等,如圖2所示。本文將從超聲加工系統(tǒng)的分類、典型超聲加工系統(tǒng)結構、超聲驅動控制技術和超聲工藝技術等方面介紹超聲加工技術的特點。
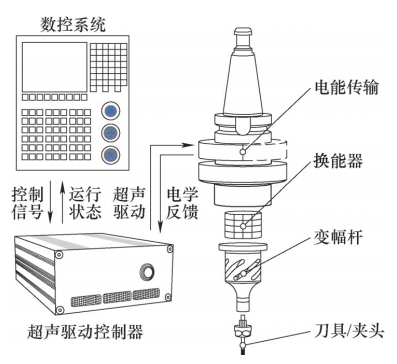
圖2超聲加工系統(tǒng)主要部件
3.1 超聲加工系統(tǒng)分類
按照超聲振動形式可分為:一維超聲加工、二維超聲加工及三維超聲加工等。振動形式包括:縱(軸)向超聲振動加工、扭轉超聲振動加工、橢圓超聲振動加工以及復合超聲振動加工,其中復合超聲振動又涉及不同超聲振動形態(tài)的復合。
按照超聲起振材料可分為:電致伸縮式超聲加工和磁致伸縮式超聲加工。目前常用的電致伸縮式超聲加工主要是基于壓電陶瓷的起振原理,通過施加電壓進行驅動來實現超聲振動,其結構簡單、工藝成熟,但振動功率有限,比較適合輕載荷切削工況;磁致伸縮式是基于磁致伸縮或超磁致伸縮材料的磁場驅動原理,其振動功率容量大,但結構較為復雜,比較適合重載荷切削工況。
按照能量傳輸方式可分為:有線能量傳輸式超聲加工和無線能量傳輸式超聲加工。有線能量傳輸式超聲加工常用于無旋轉運動或者采用電刷等低轉速的加工中;無線能量傳輸式超聲加工一般使用在旋轉超聲加工(Rotary Ultrasonic Machining,RUM)中,無線能量傳輸的實現是基于松耦合非接觸方法,又可以分為全耦合式超聲加工、部分耦合式超聲加工。就目前技術發(fā)展來看,考慮到機床自動換刀問題,部分耦合式的無線能量傳輸方式是目前適應性最強的方式。
按照工藝種類可分為:超聲銑削加工、超聲車削加工、超聲鉆孔加工、超聲磨削加工、超聲拋光加工、超聲切割加工和超聲硬化(強化),每種工藝對超聲能量的大小和振動形式都有著特殊的要求。
按照零件加工精度可分為:精密超聲加工和超精密超聲加工[20-21],二者主要區(qū)別在于單位切削的材料去除量,一般把精度要求<1μm的去除認為是超精密超聲加工,比較典型的是橢圓超聲加工,比較適合微納切削。
按加工切削速度可分為:傳統(tǒng)超聲加工和高速超聲加工。高速超聲加工一般是指線速度達到400m/min的超聲加工。
3.2 典型超聲加工機床結構
典型超聲加工機床結構如圖3所示,主要包括超聲驅動控制器、無線電能傳輸模塊、超聲刀柄、刀具、數控系統(tǒng)及機床本體等,其中超聲驅動控制器包括超聲波發(fā)生器、超聲波功率放大器、超聲反饋檢測和超聲控制器等部分。超聲波發(fā)射器與超聲波接收器統(tǒng)一構成了無線電能傳輸模塊。
超聲刀柄是超聲加工系統(tǒng)的主要功能部件,一般由超聲波接收器、換能器、變幅桿等組成。超聲加工系統(tǒng)與機床自身數控系統(tǒng)需保持一定的通信控制能力,保證整個加工過程的順利進行。
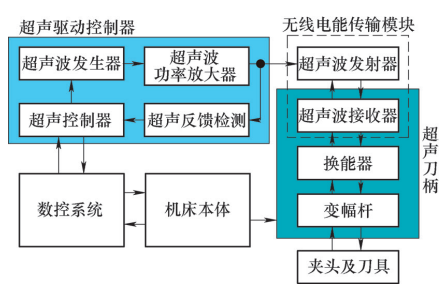
圖3典型超聲加工機床結構
3.3 超聲加工系統(tǒng)驅動控制技術
超聲加工系統(tǒng)的驅動控制技術是實現超聲加工技術優(yōu)勢的靈魂,控制器的性能更是反映超聲加工性能的關鍵。在實際加工過程中,超聲驅動控制器需要控制的參數非常多,除最基礎也是最重要的超聲頻率和功率外,超聲加工系統(tǒng)的頻率分辨率、響應速度、振幅波動性等也在加工過程中起著關鍵的作用,眾多控制參數共同決定了超聲加工系統(tǒng)的極限切削能力,這些參數是決定材料加工是否有效的關鍵,也是研究超聲加工工藝的技術條件。
實際加工過程中,刀具切入、切出材料過程是一個典型的強時變負載過程,即:在極短時間內切削力變化巨大,這個過程中超聲加工系統(tǒng)的阻抗特性、控制系統(tǒng)中的電學特性都將發(fā)生較大的突變。因此,保證這個過程中振幅的穩(wěn)定至關重要,超聲控制器頻率的分辨率和精度、系統(tǒng)響應速度是該過程中的關鍵參數。圖4所示為一個典型超聲切削加工過程中系統(tǒng)表現出來的狀態(tài)特征的變化情況。
從圖4可以看出:當刀具開始進入加工狀態(tài)時,加工過程中的切削力瞬間增加,此時為了保證切削過程中超聲振幅的穩(wěn)定性,系統(tǒng)會調整內部的控制參數(如頻率、功率等),使得加工過程中振幅處于穩(wěn)定狀態(tài)。相似的過程也會出現在刀具切出被加工材料的時刻。
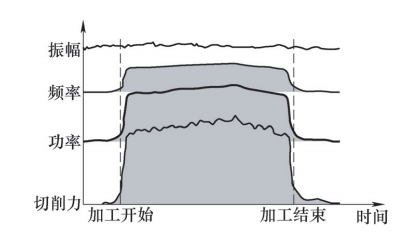
圖4超聲加工系統(tǒng)狀態(tài)特征變化情況
超聲加工過程中,負載、溫度的變化會導致系統(tǒng)特性在加工過程中發(fā)生較大的變化,頻率快速追蹤是實現有效超聲加工的關鍵所在,常見的方法有最大電流法、鎖相環(huán)法、最大功率法等。此外,超聲功率自適應控制技術也是超聲加工的重要構成部分,其目標是解決超聲加工過程中刀具由于受外載后振幅被抑制而無法完成有效切削的問題。
這些檢測都需要超聲加工系統(tǒng)實現對超聲執(zhí)行部件實時狀態(tài)的反饋檢測,因此,超聲振動的反饋檢測也是實現穩(wěn)定超聲加工的重要構成部分。現在眾多先進算法在該過程中得到應用,常見的算法包括PID、模糊算法、人工神經網絡等,算法的核心是對加工過程中狀態(tài)的識別,從而保證加工過程的魯棒性。
PART04 超聲加工技術的工藝特點及應用
針對不同特性的被加工材料,超聲加工的材料去除機理以及達到的效果有較大的區(qū)別。典型的難加工材料可分為硬脆性材料、復合材料和難加工金屬類材料。硬脆性材料主要包括玻璃、陶瓷、鎢鋼以及陶瓷基材料等,該類材料常采用金剛石刀具進行加工,加工過程中主要需要考慮被加工材料的硬度以及超聲加工過程中如何降低切削力、提高加工質量等問題。
復合材料主要包括碳纖維增強復合材料、芳綸纖維復合材料以及蜂窩類弱剛度復合材料,該類材料的加工主要需要根據材料特性選擇合適的超聲振動形式及超聲振幅,以實現減小切削力、減緩刀具磨削的目的。
難加工金屬類材料主要包括鈦合金、高溫合金和高強鋼等具有一定韌性的金屬材料,該類材料的加工主要需要解決粘刀問題,以及降低切削溫度、減緩刀具磨損,其超聲振動要求和硬脆性材料有著較大的區(qū)別,一般使用扭振或者縱扭方式進行且對振幅的要求比較大,實現材料的完全斷續(xù)切削和切削區(qū)的高效冷卻潤滑是金屬類材料最理想的加工情況。
不同材料在超聲加工過程中表現出來的主要工藝特性如下。
(1)硬脆材料
玻璃、陶瓷(氧化鋁、氧化鋯、碳化硅和氮化硅)、陶瓷基材料以及微晶玻璃等具有高硬度、易脆性的材料,主要加工難點在于加工表面損傷大、刀具耗損嚴重且加工效率低。采用超聲加工后有利于改善切削狀態(tài),從而提高刀具壽命、提升表面質量并提高加工效率。超聲加工和普通加工半導體碳化硅(SiC)時的平均切削力對比如圖5所示。
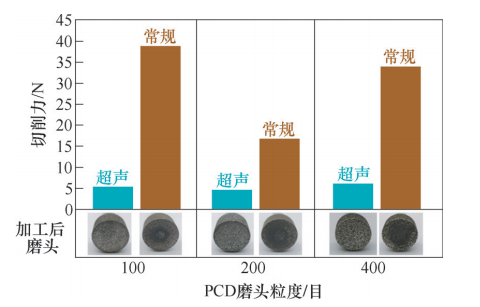
圖5超聲加工和普通加工碳化硅時平均切削力對比
(2)復合材料
以碳纖維、芳綸纖維等為增強相的復合材料在加工過程中容易出現表面損傷、撕裂分層、加工效率低以及刀具磨損快等問題。采用超聲加工后刀具的切削能力將大大增強,毛刺減少、刀具壽命延長。超聲加工航空蜂窩材料如圖6所示。
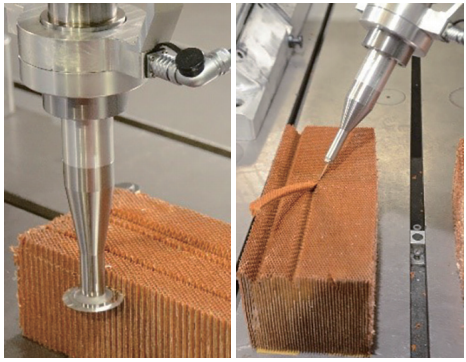
a)圓盤刀加工 b)直刃刀加工
圖6超聲加工航空蜂窩材料
(3)難加工金屬材料
鈦合金、高溫合金、高強鋼等具有一定韌性的金屬材料在加工時加工溫度高,容易出現粘刀、刀具磨損嚴重等問題。采用超聲加工后有利于減小切削力、降低切削溫度、改善切屑形態(tài)、減小粘刀現象以及延長刀具壽命。鈦合金超聲加工和普通加工時刀具磨損情況對比如圖7所示。
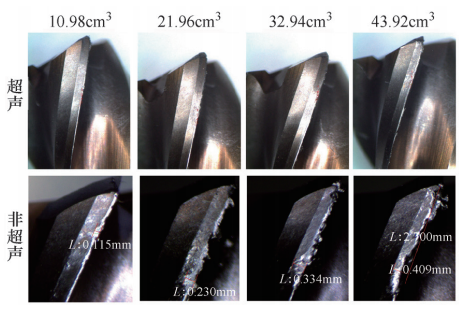
a)不同去除量下刀具情況對比
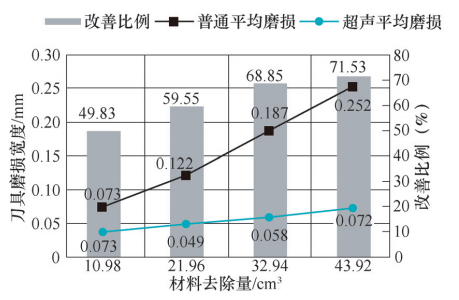
b)不同去除量下刀具磨損對比及改善比例
圖7超聲加工和普通加工鈦合金時刀具磨損對比
PART05 超聲加工技術未來發(fā)展趨勢
當前,超聲加工技術處于快速發(fā)展階段,各類新材料的使用為超聲加工提供了有力的應用基礎,超聲加工技術也成為了這類材料精密加工的有力武器。未來,超聲加工技術將在全行業(yè)的推動下得到快速發(fā)展,同時,以下研究方向或將成為未來科學研究和工程應用的熱點。
5.1 先進的超聲復合能量場工藝技術
多維超聲加工技術將獲得更多的應用,與之配套的控制技術、工藝技術將會是未來的研究重點。此外,超聲與激光、等離子體等多種工藝的復合技術是未來超聲加工發(fā)展的重要方向,不同能量場將在難加工材料加工過程中發(fā)揮各自獨特的作用,使加工變得更加容易。
5.2 快速、準確、穩(wěn)定的控制算法及控制系統(tǒng)
實際切削加工過程與靜態(tài)或者準靜態(tài)過程存在較大區(qū)別,不同的材料、刀具和切削用量都將對加工過程中切削力、切削溫度以及系統(tǒng)阻抗特性造成較大的影響,尤其是強時變負載作用下,很容易造成超聲加工系統(tǒng)失穩(wěn)。通過快速、準確、穩(wěn)定的控制算法保證超聲加工系統(tǒng)的穩(wěn)定性是實現高效、精密加工的關鍵,未來更多的控制算法將引入到超聲加工過程中。
5.3 超聲加工的高速、高效化
傳統(tǒng)精密加工中存在著加工質量和加工效率難以兼具的難題,尤其是航空航天領域內的復雜結構件,為保證其加工質量,加工效率通常較低。而超聲加工在針對該領域內的難加工材料,如鈦合金、高溫合金以及碳纖維復合材料進行加工時,其特有的斷續(xù)分離模式能夠實現切削區(qū)在切削過程中周期性的打開,從而提高加工過程中的冷卻潤滑作用,通過切削區(qū)的降力、降溫作用實現切削速度的提升,進而實現高質、高效兼具的精密加工。
5.4 超聲加工標準化體系制定
工藝能力是超聲加工技術優(yōu)勢的直觀體現,充分、深刻理解工藝能力有助于充分發(fā)揮超聲的作用。隨著技術研究的深入,更多針對超聲加工的專用刀具、治具以及與之配套的工藝參數將逐漸涌現,超聲加工的能力也將逐漸得到充分發(fā)揮。然而,迄今為止,超聲加工技術尚未形成統(tǒng)一的標準,“欲知平直,則必準繩;欲知方圓,則必規(guī)矩”,加快行業(yè)標準和國家標準的制定有助于消除技術壁壘,促進超聲加工技術的推廣應用和行業(yè)發(fā)展。
PART06 結束語
值得一提的是,超聲加工技術不是針對難加工材料的萬能加工技術,不同的超聲加工類型也存在自身的適應性和局限性,只有熟悉超聲加工技術的特點并了解工藝需求,才能把該技術運用好。超聲加工技術是一種新型的具有巨大發(fā)展?jié)摿Φ南冗M制造技術,是制造強國的重要技術支撐。隨著難加工材料的大量使用,超聲加工技術將得到快速應用和發(fā)展,未來超聲加工技術將解決更多難加工材料的精密加工難題。
審核編輯:劉清
-
半導體
+關注
關注
334文章
27515瀏覽量
219823 -
換能器
+關注
關注
8文章
347瀏覽量
29551 -
驅動控制器
+關注
關注
0文章
29瀏覽量
14162
原文標題:超聲加工技術的應用及發(fā)展趨勢
文章出處:【微信號:xincailiaozaixian,微信公眾號:新材料在線】歡迎添加關注!文章轉載請注明出處。
發(fā)布評論請先 登錄
相關推薦
新型儲能產業(yè)發(fā)展現狀及趨勢-2024年上半年數據發(fā)布簡版
精密與超精密加工技術的發(fā)展趨勢
未來物流發(fā)展趨勢與TMS的關系
邊緣計算的未來發(fā)展趨勢
淺談自動駕駛技術的現狀及發(fā)展趨勢
變阻器的未來發(fā)展趨勢和前景如何?是否有替代品出現?
工控機廠家發(fā)展現狀及未來趨勢

國產8位單片機在國內的應用情況及發(fā)展趨勢!
智能制造行業(yè)現狀與發(fā)展趨勢
2.晶體和振蕩器 行業(yè)研究及十五五規(guī)劃分析報告(行業(yè)發(fā)展現狀及“十五五”前景預測)
淺談智能照明產業(yè)的發(fā)展與研究
未來電子行業(yè)的發(fā)展趨勢?

SiC晶片加工技術:探索未來電子工業(yè)的新篇章
靜壓主軸的應用、優(yōu)勢及發(fā)展趨勢?|深圳恒興隆機電a
DC電源模塊技術的未來發(fā)展趨勢






 工商網監(jiān)
工商網監(jiān)
評論