") SPC 之 I-MR 控制圖
SPC 之 I-MR 控制圖
概述
1924 年,美國的休哈特博士應(yīng)用統(tǒng)計數(shù)學(xué)理論將 3Sigma 原理運(yùn)用于生產(chǎn)過程中,并發(fā)表了著名的“控制圖法”,對產(chǎn)品特性和過程變量進(jìn)行控制,開啟了統(tǒng)計過程控制新時代。
什么是控制圖
控制圖指示過程何時不受控制,有助于標(biāo)識是否存在特殊原因變異。如果存在特殊原因變異,則說明過程不穩(wěn)定且有必要采取糾正措施。
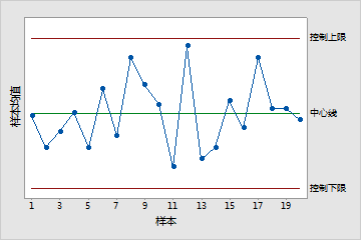
控制圖是按時間排序順序繪制過程數(shù)據(jù)的圖。大多數(shù)控制圖都包括一條中心線、一個控制上限和一個控制下限。中心線表示過程均值。控制限表示過程變異。默認(rèn)情況下,控制限繪制在中心線上下 3σ 的位置。
隨機(jī)位于控制限內(nèi)的點指示過程受控制且僅顯示常見原因變異。位于控制限外部或者顯示非隨機(jī)模式的點指示過程不受控制且存在特殊原因變異。
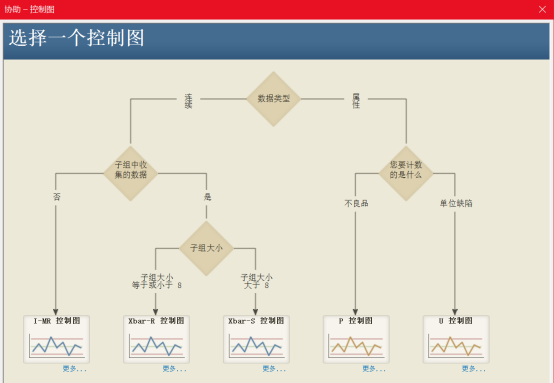
如何選擇合適的控制圖
隨著控制圖的發(fā)展,它的類型也是越來越多,那么這時候?qū)τ谑褂?Minitab 的朋友來說,經(jīng)常會糾結(jié)如何去選擇一個合適的控制圖。在 Minitab 19 中,協(xié)助菜單可以很好的幫助我們?nèi)ミx擇一個合適的控制圖。
I-MR 控制圖
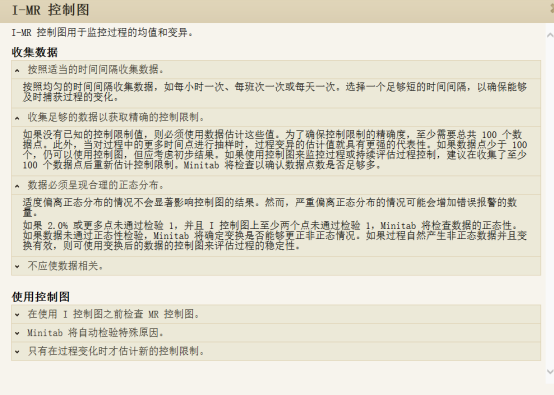
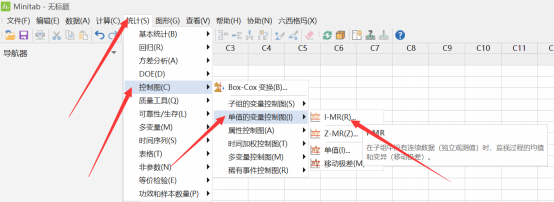
今天,我們來繪制一下 I-MR 控制圖。
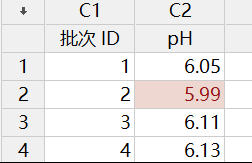
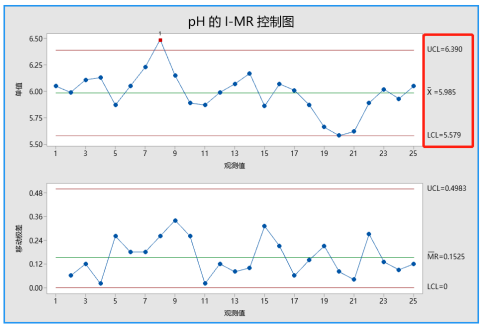
問題背景:某質(zhì)量工程師監(jiān)控了液體洗滌劑的生產(chǎn)過程,想要評估該過程是否受控制。這位工程師測量了 25 個連續(xù)批次的洗滌劑的 pH 值。
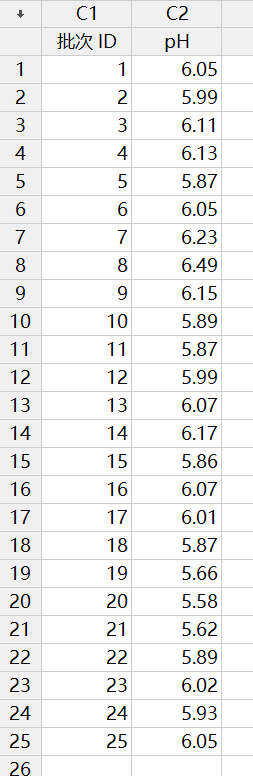
由于 pH 值的數(shù)據(jù)類型是連續(xù)型數(shù)據(jù),而且是每批次只取一個樣品(子組大小等于 1),故這位工程師創(chuàng)建了一張 I-MR 控制圖,以監(jiān)控洗滌劑的生產(chǎn)過程。
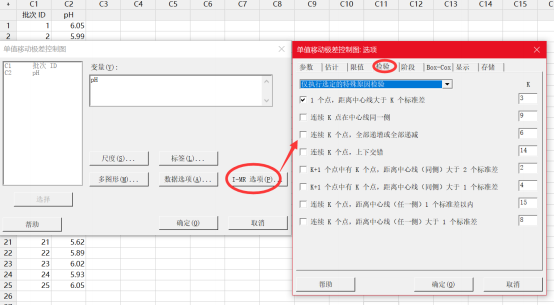
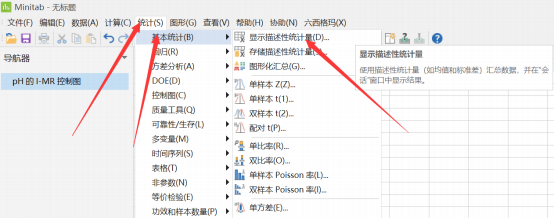
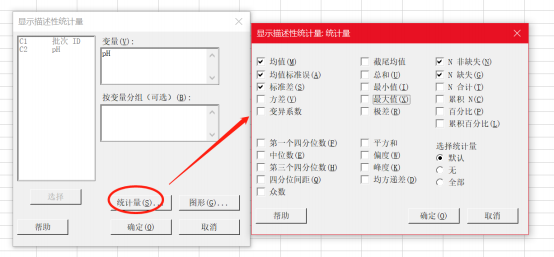
Minitab 繪制 I-MR 控制圖
Minitab 結(jié)果解釋
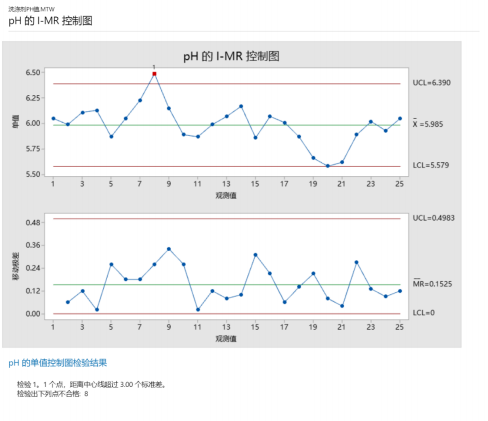
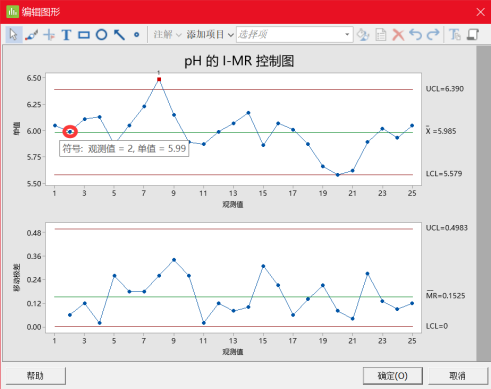
首先解釋移動極差控制圖(MR 控制圖)以檢查過程變異。沒有位于控制限外部的點且所有的點都顯示出隨機(jī)模式。因此,過程變異受控制,質(zhì)量工程師可以檢查單值控制圖(I 控制圖)上的過程中心。
I 控制圖上的一個觀測值在檢驗 1 中失敗,因為觀測值在中心線上方且距離中心線超過 3個標(biāo)準(zhǔn)差。
I-MR 控制圖的控制限計算(手動)
對于 I-MR 控制圖,包含兩張圖單值控制圖(I 控制圖)和移動極差控制圖(MR 控制圖), 我們首先來認(rèn)識一下這兩張圖形上的 X 軸、Y 軸、點和線分別表示什么含義。
一、單值控制圖(I 控制圖)
X 軸:批次 ID
Y 軸:單值(每個批次對應(yīng)的 pH 值,如單值圖上的第二個點表示的是批次 2 的 pH 值)
點:單值控制圖(I 控制圖)上的每個標(biāo)繪點是單獨的觀測值(如上圖)。
中心線:單值控制圖(I 控制圖)上的中心線是過程平均值的估計值,計算如下

控制限:單值控制圖(I 控制圖)控制限的計算結(jié)果取決于標(biāo)準(zhǔn)差的估計方式。
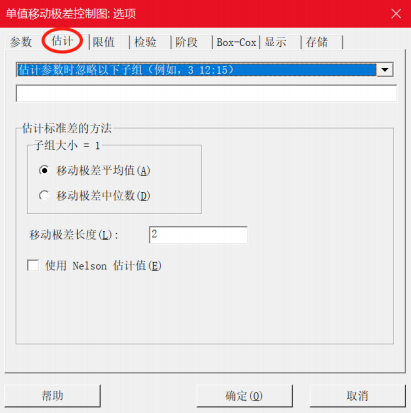
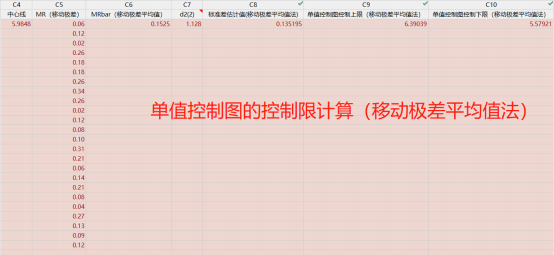
1)移動極差平均值(默認(rèn)方法)-移動極差長度默認(rèn)為 2
a. 計算移動極差 MR(相鄰 2 個數(shù)的較大值減較小值),當(dāng)前數(shù)據(jù)樣本量為 25,計算得到24 個移動極差。
b. 計算這 24 個移動極差的平均值 MRbar
c. 估計標(biāo)準(zhǔn)差的公式如下:
控制限計算公式
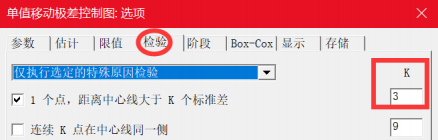
其中 k 為檢驗 1 的參數(shù)。默認(rèn)值為 3。
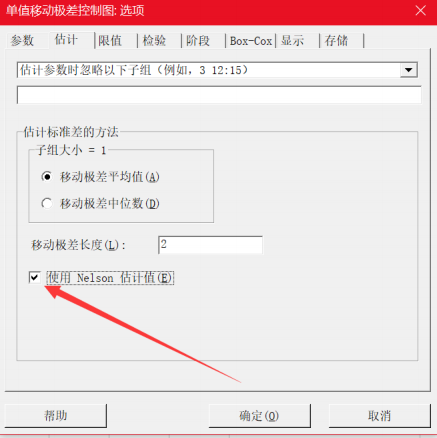
當(dāng)選擇默認(rèn)的用移動極差平均值來估計標(biāo)準(zhǔn)差時,我們還可以勾選”使用 Nelson 估計值”。使用 Nelson 估計值可以在計算控制限時更正異常大的移動極差值。此過程與 Nelson1 提出的過程相似。Minitab 消除比移動極差平均值大 3σ 的任何移動極差值,然后重新計算移動極差平均值和控制限。
2)移動極差中位數(shù)
a. 計算移動極差
b. 計算移動極差中位數(shù)
二、移動極差控制圖(MR 控制圖)
X 軸:批次 ID
Y 軸:移動極差(如下 MR 控制圖中的第二個點是批次 2 的 pH 值 5.99 和批次 3pH 值 6.11中較大值減去較小值,結(jié)果為 0.12(6.11-5.99)
點:MR 控制圖上的標(biāo)繪點是移動極差(移動極差是兩個或多個連續(xù)點之間差值的絕對值)。
中心線:中心線是移動極差平均值的無偏估計值 MRbar
控制上限:單值控制圖(I控制圖)控制限的計算結(jié)果取決于標(biāo)準(zhǔn)差的估計方式
審核編輯 黃昊宇
-
SPC
+關(guān)注
關(guān)注
1文章
55瀏覽量
12187 -
Minitab
+關(guān)注
關(guān)注
0文章
177瀏覽量
11712 -
統(tǒng)計過程控制
+關(guān)注
關(guān)注
0文章
3瀏覽量
5561
發(fā)布評論請先 登錄
相關(guān)推薦
怎么將SPC5 Studio用作SPC56xP系列微控制器的ID
SPC教材(PPT培圳資料)
什么是SPC
SPC控制系統(tǒng)及其經(jīng)典案例分析

全套MOXA系列串口設(shè)備在SPC系統(tǒng)中的應(yīng)用

SPC控制圖為什么是±3σ
控制圖教程和示例

一學(xué)就會的SPC

監(jiān)控、應(yīng)對及交付能夠為組織帶來價值和效率的即時質(zhì)量和過程監(jiān)控。
SPC控制圖:告訴你生產(chǎn)過程質(zhì)量波動的因素(SPC系統(tǒng))






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論