") CPU S7-1500運動控制的操作原理
CPU S7-1500運動控制的操作原理
S7-1500運動控制的操作原理
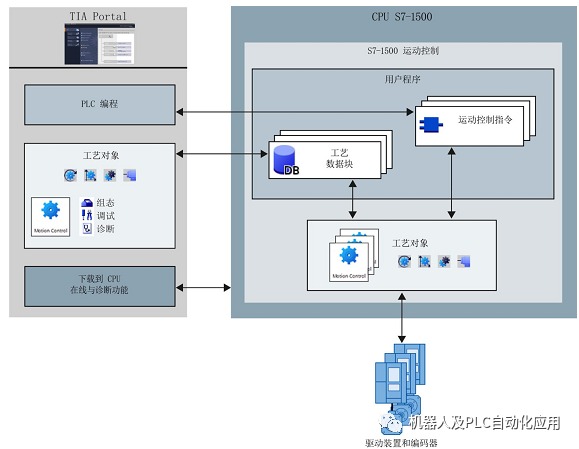
使用 TIA Portal,可以創(chuàng)建項目、組態(tài)工藝對象,并將組態(tài)結(jié)果加載到 CPU 中。運動控制功能在 CPU 中處理。可在用戶程序中使用運動控制指令控制工藝對象。另外,還可通過 TIA Portal 進行調(diào)試、優(yōu)化和診斷。
項目實例
本文中的實例項目使用CPU1516-3PN/DP通過PN通訊控制G120變頻器,通
過安裝在電機后面的編碼器連接到工藝模塊TM Count24V作為位置反饋。
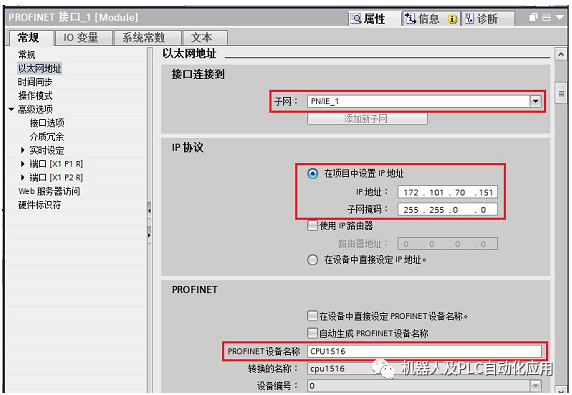
選擇CPU1516的PN接口,為PN接口分配子網(wǎng),IP 地址和設(shè)備名稱,請確保CPU、驅(qū)動器和編程計算機的IP 地址在同一個子網(wǎng),且不與其他設(shè)備沖突:
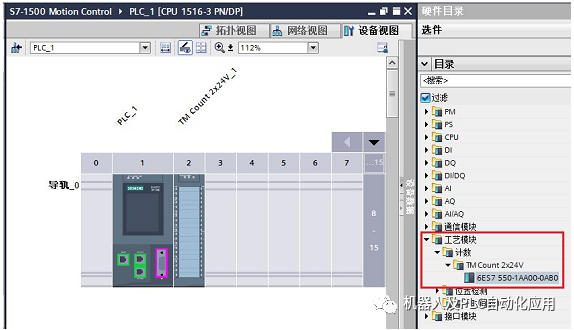
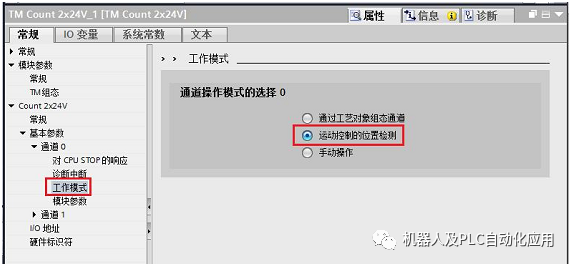
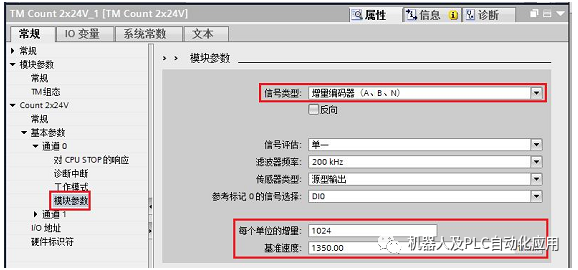
選擇CPU旁邊的TM Count模塊,在其參數(shù)配置中,將通道0的工作模式選為“運動控制的位置檢測”,這樣接入到通道0的編碼器就可以在后面的運動控制工藝對象里面進行配置:
同時,還需要根據(jù)所連接編碼器實際數(shù)據(jù)配置通道0的模塊參數(shù),例如“編碼器類型”在本例中選擇的是24V增量編碼器,“每個單位的增量”中填入編碼器每圈的脈沖數(shù),“基準速度”中填入所使用電機的額定轉(zhuǎn)速
配置驅(qū)動器
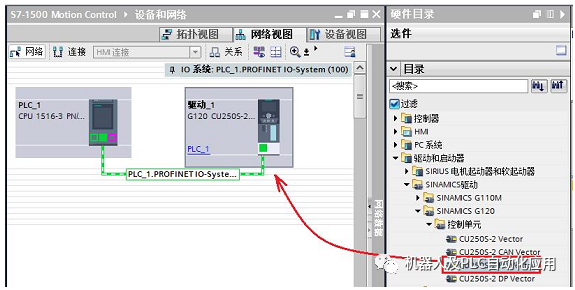
至此,CPU的站點硬件組態(tài)完畢,接下來需要在項目中插入一個驅(qū)動器,在本例中使用G120的CU250S-2PN,將驅(qū)動器拖拽到項目中后,將其PN口與之前組態(tài)的CPU的PN網(wǎng)絡(luò)相連接:
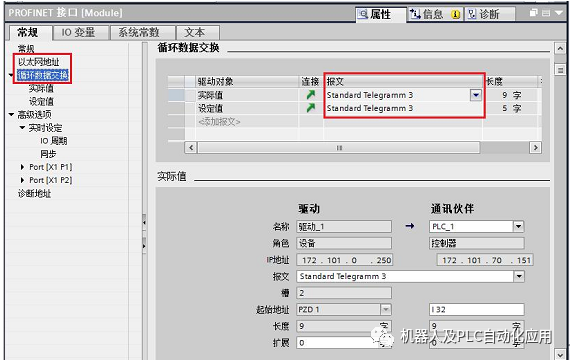
進入驅(qū)動器的設(shè)備視圖,插入所使用的功率單元,為驅(qū)動器設(shè)置IP 地址和設(shè)備名稱,并在循環(huán)數(shù)據(jù)交換中選擇“Standard Telegramm 3”
運動控制所需要的硬件組態(tài)部分基本完畢,在進行下一步之前需要使用驅(qū)動器的調(diào)試軟件對驅(qū)動器進行參數(shù)分配和優(yōu)化,因為不同驅(qū)動器的參數(shù)方法不盡相同.
配置工藝對象
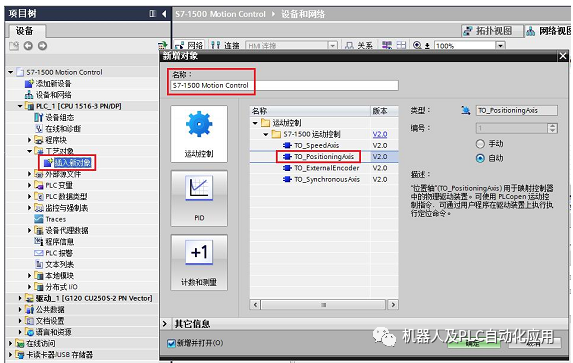
在S7-1500的運動控制功能中,被控電機都是以工藝對象的形式存在的,所以需要先在項目中插入一個新的工藝對象,在運動控制里面看到對象類型可以是速度軸,位置軸,外部編碼器以及同步軸。在本例中選用位置軸,并定義一個工藝對象的名稱:
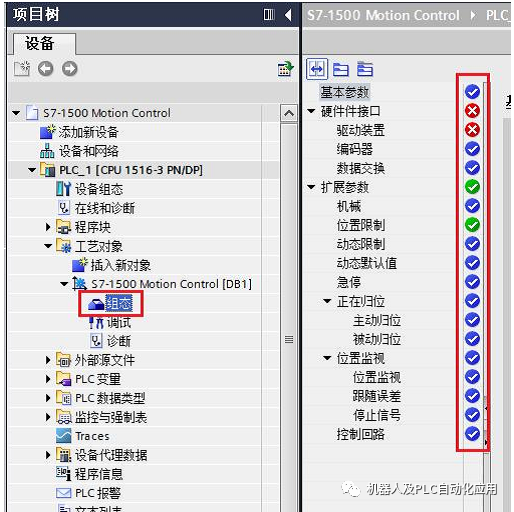
基本參數(shù)及硬件接口
插入工藝對象之后,在項目樹下可以看到該對象及其下面的組態(tài)、調(diào)試、診斷等項目。在工藝對象組態(tài)中分為基本參數(shù)、硬件接口和擴展參數(shù)。這些參數(shù)中如果是藍色圖標代表默認參數(shù)可用,如果是紅色圖標則表示有錯誤或者未設(shè)置,綠色圖標表示經(jīng)過修改且可用的參數(shù):
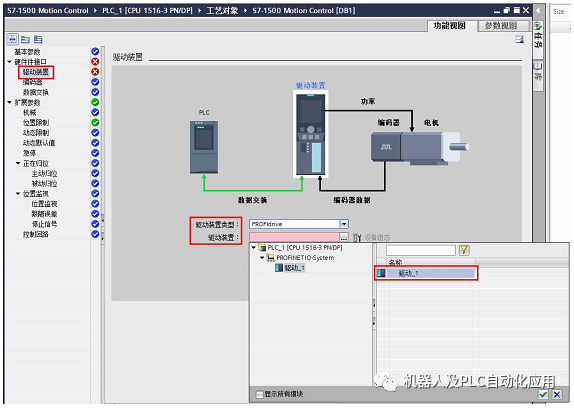
首先,需要在基本參數(shù)里面根據(jù)項目實際情況選擇軸的類型,線性或是旋轉(zhuǎn)軸,同時還要選擇單位等參數(shù),在本例中都選用默認值。接下來在驅(qū)動裝置中選擇驅(qū)動裝置類型為PROFIdrive,驅(qū)動裝置從下拉列表中選擇前面已經(jīng)組態(tài)好的“驅(qū)動_1”:
在后面的編碼器參數(shù)中,選擇通過工藝模塊(TM)進行連接,并在下面工藝模塊中選擇前面組態(tài)好的TM Count 2x24V的通道0.

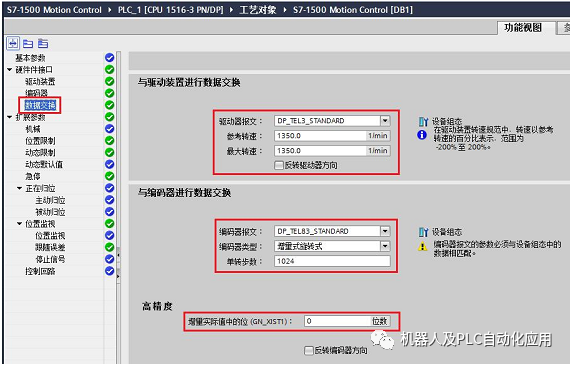
在數(shù)據(jù)交頁面中,需要將驅(qū)動器報文選擇為跟前面驅(qū)動器組態(tài)一致的DP_TEL3_STANDARD,轉(zhuǎn)速參數(shù)根據(jù)實際電機填寫。編碼器報文可以選擇標準報文81或者83,根據(jù)實際編碼器選擇編碼器類型和每圈的脈沖數(shù),本例中使用1024脈沖的增量式旋轉(zhuǎn)編碼器。最后將高精度預(yù)留位改為0:
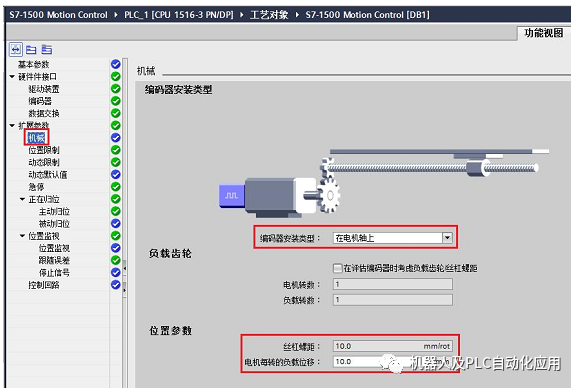
擴展參數(shù)
工藝對象所必需的硬件接口基本已經(jīng)配置完畢,后面需要配置擴展參數(shù)。擴展參數(shù)是用戶根據(jù)自己項目的實際情況進行調(diào)整的一些參數(shù),例如需要在“機械”配置頁面選擇編碼器所在位置,以及傳動比參數(shù)和絲杠螺距參數(shù)等,在本例中,傳動比為1:1,絲杠螺距為10mm,這意味著之后在控制指令里面讓軸移動10mm,實際電機轉(zhuǎn)一圈:
接下來的擴展參數(shù)中“位置限制”“動態(tài)限制”“急停”等參數(shù)分別針對軸的位置限幅,速度、加速度、加加速限幅等參數(shù)進行設(shè)置,用戶可根據(jù)實際情況設(shè)置,在此不再贅述。
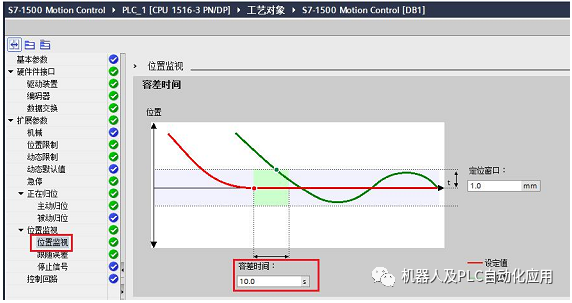
下面的“歸位”參數(shù)指的是讓軸尋找參考點,這里面分為主動回參考點和被動回參考點,以及回參考點的方式和速度參數(shù)等,由于每個用戶的需求不盡相同,這里不再詳細描述,具體細節(jié)請參考S7-1500運動控制手冊的回參考點章節(jié)。“位置監(jiān)視”里面是關(guān)于工藝對象運行狀態(tài)的監(jiān)視參數(shù),當軸的運行狀態(tài)超過監(jiān)視允許的參數(shù)值時,工藝對象會報出相應(yīng)的錯誤。在驅(qū)動器和設(shè)備沒有優(yōu)化之前,經(jīng)常會由于這里面默認的監(jiān)視值過小而報錯,所以建議在系統(tǒng)優(yōu)化之前先將“位置監(jiān)視”和“跟隨誤差”里面的參數(shù)加大。
位置監(jiān)視參數(shù)中主要是針對定位完成狀態(tài)的監(jiān)視,其中,當軸的實際位置進入“定位窗口”內(nèi)之后,系統(tǒng)則認為定位完成;如果軸的設(shè)定值已經(jīng)到達目的位置,但是經(jīng)過“容差時間”之后,實際位置還沒有進入“定位窗口”,則系統(tǒng)會報位置監(jiān)視錯誤。
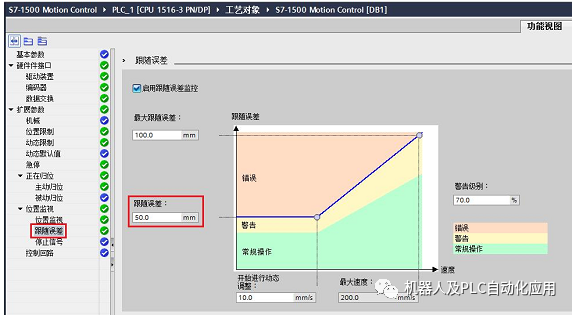
跟隨誤差參數(shù)中,主要監(jiān)視軸的運行狀態(tài),跟隨誤差指的是軸在運行當中,實際值和給定值之間的差值,當跟隨誤差超過允許范圍,系統(tǒng)會報出跟隨誤差錯誤。
因為跟隨誤差會隨著速的增大而增大,所以跟隨誤差監(jiān)視值也是個動態(tài)的值,具體設(shè)置請參考功能手冊或者在線幫助。
在“控制回路”參數(shù)中可以調(diào)節(jié)控制器的增益以及預(yù)控系數(shù)來優(yōu)化工藝對象的控制效果。
至此,S7-1500運動控制工藝對象的參數(shù)組態(tài)基本完畢,將當前項目存盤編譯,并下載到CPU中,如果CPU和驅(qū)動器沒有錯誤,下一步可以使用工藝對象自帶的調(diào)試功能來測試一下軸的運行,同時起到檢測之前參數(shù)的目的。
在線調(diào)試
S7-1500運動控制工藝對象?供的了在線調(diào)試工具,使用此工具可以簡單直觀的
使用博圖軟件控制電機進行簡單的測試,以檢驗之前工藝對象的參數(shù)分配以及查看電機基本運行狀態(tài)。
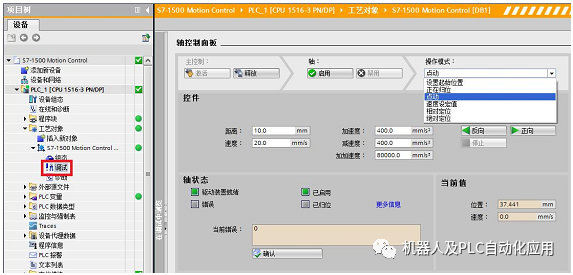
1. 在左側(cè)項目數(shù)選擇調(diào)試,進入調(diào)試界面;
2. 在主控制區(qū)域選擇“激活”來使控制面板獲得控制權(quán),隨后會有一個安全提示,確認即可;
3. “啟動”和“禁用”可以將驅(qū)動器使能或者去使能;
4. 在操作模式中可以選擇點動、回原點或者相對、絕對定位等操作;
5. “控件區(qū)域”可以設(shè)置工藝對象的位置、速度、加速度等參數(shù),后面的“正向”“反向”和“停止”用來啟動和停止軸的運行;
6. “軸狀態(tài)”可以顯示工藝對象的基本狀態(tài)及故障代碼和?述,軸的更多狀態(tài)可點擊“更多信息”切換到診斷頁面中找到;
7. “當前值”可以顯示當前軸的位置和速度等基本運行狀態(tài)。
-
驅(qū)動器
+關(guān)注
關(guān)注
53文章
8259瀏覽量
146604 -
運動控制
+關(guān)注
關(guān)注
4文章
584瀏覽量
32902 -
S7-1500
+關(guān)注
關(guān)注
3文章
300瀏覽量
6451
原文標題:CPU S7-1500的集成運動控制功能
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
食品行業(yè)基于S7-1500 PLC的自動化控制系統(tǒng)解決方案

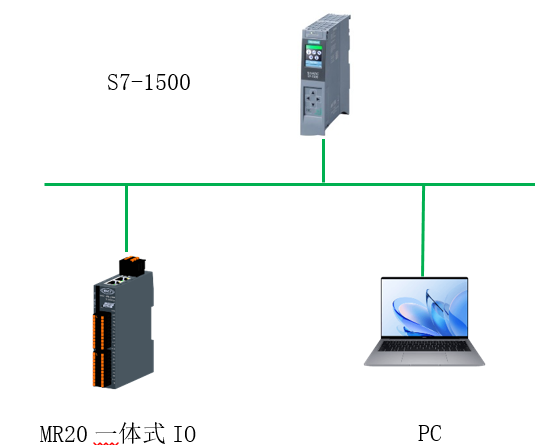
S7-1500與MR20一體式IO在博途V18的組態(tài)過程
西門子PLC S7-1500系列介紹

Profinet 轉(zhuǎn) EtherNet/IP 網(wǎng)關(guān)怎樣化解西門子 S7 - 1500 PLC 與 AB PLC 之間的通訊難題
S7-1500冗余 PLC 1500R使用入門
如何將S7-1500 CPU重置為出廠設(shè)置呢?

如何在STEP 7中使用符號方式按位,字節(jié),或字訪問非結(jié)構(gòu)數(shù)據(jù)類型?

WinCC與S7-1500 PROFINET通信技術(shù)

如何調(diào)整S7-1500中S7-GRAPH FB的保持性屬性

S7-1500與CP343-1之間的TCP通信(TIA)配置過程

如何估算S7-1500 CPU的裝載存儲區(qū)在SIMATIC存儲卡上的大小?

S7-1500與多臺200SMART之間無線以太網(wǎng)通訊搭建方法

西門子S7-300(CPU315)做整流系統(tǒng)的PID控制
西門子plc如何選型 s7-1500和s7-1200區(qū)別
如何在S7-200 SMART CPU斷電重啟后保持運動控制的當前位置值?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論