") 電弧焊工具主要有哪些?
電弧焊工具主要有哪些?
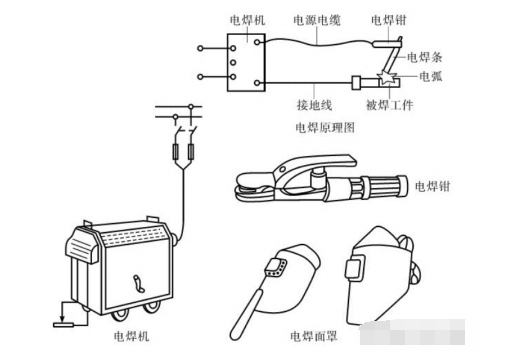
電弧焊工具主要是指電焊機(jī)、電焊鉗、電焊面罩和電焊條。
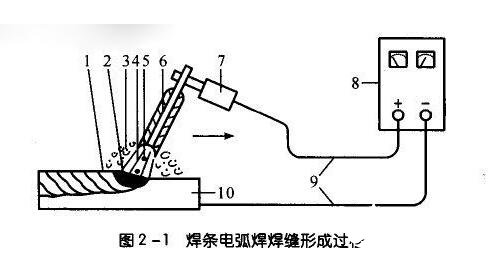
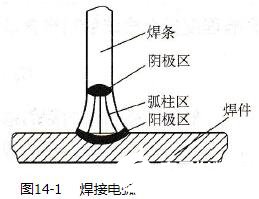
(1)電焊機(jī)。電弧焊是通過(guò)電弧對(duì)焊接工件的局部加熱,使連接處的金屬融化,再加入填充金屬而結(jié)合的方法。電焊機(jī)為電弧提供電源,分為交流電焊機(jī)和直流電焊機(jī)兩類。應(yīng)用比較普遍的是交流電焊機(jī)。如下圖所示。
電焊機(jī)必須具有電弧的可靠引燃及穩(wěn)定燃燒保弧的特點(diǎn),一般要求交流電焊機(jī)的空載電壓不低于55V,直流電焊機(jī)的空載電壓不低于40V。在應(yīng)用電焊機(jī)時(shí),由于焊接不同厚度的金屬材料,其焊接的電流大小應(yīng)易調(diào)節(jié),一般要求電焊機(jī)調(diào)節(jié)范圍在電焊機(jī)額定電流的0.25~1.2倍。這是由于短路電流過(guò)大,會(huì)引起電焊機(jī)繞組過(guò)熱,燒壞電焊機(jī);而短路電流過(guò)小,則引弧困難,難以滿足焊接的需要,因此要求電焊機(jī)應(yīng)具有適當(dāng)?shù)亩搪冯娏鳌T谑褂媒涣麟姾笝C(jī)時(shí)應(yīng)注意以下事項(xiàng):
①移動(dòng)電焊機(jī)時(shí),一定要先切斷電源,不允許帶電移動(dòng)電焊機(jī),并且在移動(dòng)時(shí)切勿使電焊機(jī)受到劇烈震動(dòng)和其他物體的沖擊,以免外殼與帶電體接觸。
②在使用電焊機(jī)過(guò)程中,要經(jīng)常對(duì)電焊機(jī)接線樁、連接處以及電纜進(jìn)行檢查,發(fā)現(xiàn)有燒壞處或者接觸不良處,應(yīng)及時(shí)修復(fù)好后再使用。
③電焊機(jī)應(yīng)根據(jù)不同型號(hào)、不同功率選用合適的電源線、保險(xiǎn)絲、開關(guān)及電源線的容量,不可選得過(guò)小,特別是保險(xiǎn)絲選擇一定要適當(dāng)。電焊機(jī)外殼必須可靠接地,若多臺(tái)電焊機(jī)同時(shí)使用時(shí),所有電焊機(jī)的接地線應(yīng)為并聯(lián)接地,不得串聯(lián),以確保人身安全。
④電焊機(jī)電源線必須接線正確,首先應(yīng)檢查電焊機(jī)一、二次側(cè)的接線,變壓器初級(jí)稱為一次側(cè)線,較細(xì),應(yīng)接電源;變壓器二次側(cè)較粗,應(yīng)接負(fù)載,即電焊機(jī)焊把線。在接線時(shí),應(yīng)特別注意電焊機(jī)名牌上所要求的電壓,如是220V時(shí),應(yīng)接電源220V,即一根接火線,另一跟接零線。如是380V時(shí),應(yīng)把電焊機(jī)兩根電源線分別接到兩相火線上,切勿將220V的電焊機(jī)接入380V的電源線上,如果接錯(cuò),會(huì)很快燒毀電焊機(jī)。
⑤在焊接過(guò)程中需調(diào)節(jié)電流大小時(shí),應(yīng)在空載時(shí)進(jìn)行,電焊機(jī)在工作時(shí)不宜長(zhǎng)期處于短路狀態(tài),特別注意在非焊接時(shí),絕對(duì)禁止焊把與焊件直接接觸,以免造成短路燒毀電焊機(jī)。
⑥電焊機(jī)在工作完畢時(shí),應(yīng)及時(shí)切斷電源。
(2)焊鉗和面罩。焊鉗是用來(lái)夾持焊條以便正常焊接的工具。面罩是用來(lái)遮濾電弧光和保護(hù)眼睛視力,保證操作者正常進(jìn)行操作的防護(hù)工具,有手持式和頭戴式兩種。
(3)電焊條。電焊條是電弧焊接的焊劑和材料,電工常用的電焊條是結(jié)構(gòu)鋼焊條。選用電焊條主要是選擇焊條的直徑,焊條直徑主要取決于焊接工件的厚度。焊接工件的厚度越厚,選用焊條的直徑就越大,但焊條的直徑應(yīng)不超過(guò)焊件的厚度。
厚度在4~12mm的焊件,常用的焊條直徑是3.0~4.0mm。
使用不同直徑的焊條,在焊接時(shí)應(yīng)先調(diào)整電焊機(jī)選用不同的電流;3.2mm焊條的焊接電流在100~130A,4.0mm焊條的焊接電流在180A左右。
焊接接頭的形式
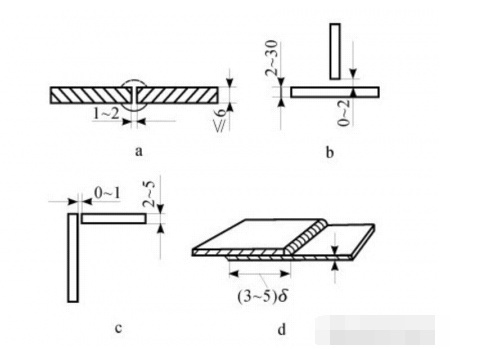
焊接接頭的形式主要有對(duì)接接頭、T字接頭、角接接頭和搭接接頭四種,如下圖所示,實(shí)用中選用何種形式要根據(jù)具體的需要而定。
焊接時(shí)工件接頭的對(duì)縫尺寸由焊件的接頭形式、焊件的厚度和坡口形式?jīng)Q定。電工操作的焊接攻堅(jiān)通常是角鋼和扁鋼,一般不開口。對(duì)縫尺寸在0~2mm以內(nèi)。
焊接方式
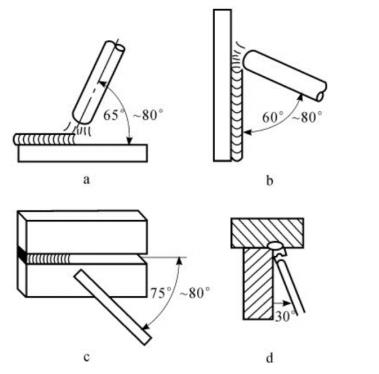
焊接方式分為平焊、立焊、橫焊和仰焊四種,如下圖所示:
焊接中,需要選用何種方式應(yīng)根據(jù)焊件工件的結(jié)構(gòu)、形式、體積和所處的位置來(lái)選擇。
(1)平焊。平焊時(shí),焊縫處于水平位置,操作技術(shù)容易掌握,采用的焊條直徑可以大一些,生產(chǎn)效率高。焊接采用的運(yùn)條方式為直線形,焊條角度如圖所示。
焊件若要兩面焊接時(shí),焊接正面焊縫的運(yùn)條速度應(yīng)慢一些,以獲得較大的深度和寬度。焊接反面焊縫時(shí),則運(yùn)條的速度要快一些,使焊縫寬度小一些。
(2)橫焊和立焊。橫焊和立焊有一定難度,由于熔化金屬因自重下淌易產(chǎn)生未焊透和焊瘤等缺陷,所以要用較小直徑的的焊條和較短的電弧焊接,焊條角度如下圖所示。焊接電流要比平焊時(shí)小12%~15%。
(3)仰焊。仰焊操作時(shí)難度更大,由于熔化金屬因自重下淌而易產(chǎn)生未焊透和焊瘤等缺陷的現(xiàn)象更突出,焊接時(shí)要采用較小直徑的焊條,用最短的電弧進(jìn)行焊接,如圖所示。
操作步驟和方法
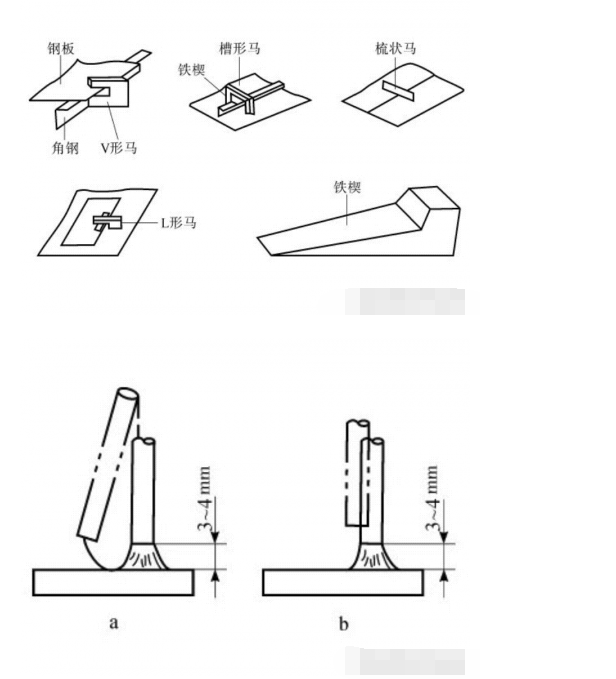
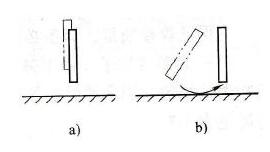
(1)第一步:定位。先將被焊工件用“ 馬”板與鐵楔等夾具暫時(shí)定位,如下圖所示。
(2)第二步:引弧。電弧的引燃方法主要有劃擦法和接觸法兩種:
①劃擦法。先將已經(jīng)接通電源的焊條前段對(duì)準(zhǔn)焊縫,然后將手腕扭轉(zhuǎn)一下與劃火柴動(dòng)作相似,使焊條在焊縫表面上劃擦以下(長(zhǎng)度約20mm),使焊條前段落入焊縫范圍,并將焊條提起3~4mm,電弧即可引燃。接著應(yīng)立即控制使弧長(zhǎng)保持在與焊條直徑相應(yīng)的范圍內(nèi),并運(yùn)條焊接,如下圖說(shuō)是。
②接觸法。接觸法的動(dòng)作如下圖所示,先將已接通電源的焊條前端對(duì)準(zhǔn)焊縫,然后用腕力使焊條輕碰一下焊件表面,在迅速將焊條提起3~4mm,即可引弧。其電弧長(zhǎng)度的控制與劃擦法相同。
引弧時(shí)若發(fā)生焊條粘住焊件現(xiàn)象,應(yīng)將焊條迅速左右擺動(dòng)幾次,就可以脫離焊件。如若不能,應(yīng)立即使焊鉗脫離焊條,待冷卻后再將焊條扳下。
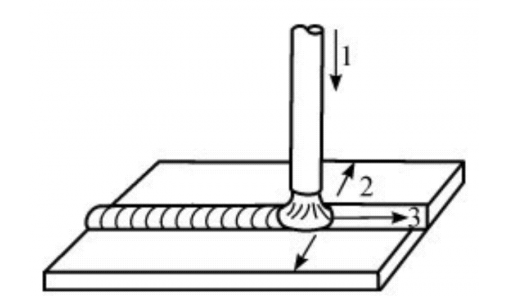
(3)第三步:運(yùn)條焊接。電弧引燃后,將電弧稍微拉長(zhǎng),使焊件加熱,然后縮短焊條與焊件之間的距離,電弧長(zhǎng)度適當(dāng)后,開始運(yùn)條。運(yùn)條時(shí)焊條前端按三個(gè)方向移動(dòng):第一,隨著焊條的熔蝕,其長(zhǎng)度漸短,應(yīng)逐漸向焊縫方向送進(jìn),送進(jìn)速度應(yīng)與焊條熔化速度相適應(yīng);第二,焊條橫向擺動(dòng),以擴(kuò)寬焊接面;第三,使焊條沿著焊縫,朝著未焊方向前進(jìn)。在焊接過(guò)程中,這三個(gè)動(dòng)作應(yīng)有機(jī)配合,以保證焊接質(zhì)量,如下圖所示。
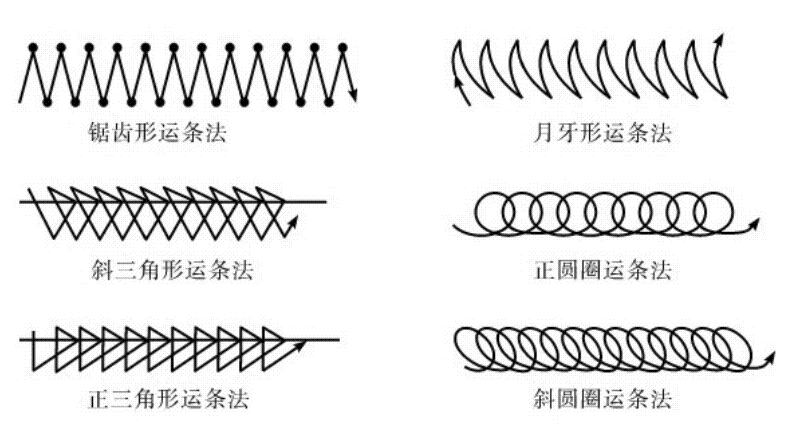
常用的運(yùn)條方法有鋸齒形、月牙形、三角形、圓圈形等運(yùn)條方法,如下圖所示。
(4)第四步:收尾。當(dāng)焊縫焊完時(shí),焊條前端要在焊縫終點(diǎn)做小的畫圈運(yùn)動(dòng),直到鐵水填滿弧坑后,提起焊條,終止焊接。最后用尖頭錘敲去焊渣,檢查焊點(diǎn)質(zhì)量,看是否符合要求。
責(zé)任編輯人:CC
-
電焊機(jī)
+關(guān)注
關(guān)注
48文章
139瀏覽量
43618 -
電弧焊機(jī)
+關(guān)注
關(guān)注
0文章
15瀏覽量
7696
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
怎樣實(shí)現(xiàn)電弧焊接更加好
2021年焊工(初級(jí))考試技巧分享
鋼結(jié)構(gòu)手工電弧焊焊接工藝標(biāo)準(zhǔn)
手工電弧焊的焊接設(shè)備
焊條電弧焊原理特點(diǎn)_焊條電弧焊的應(yīng)用
焊條電弧焊焊接手法_焊條電弧焊的焊接過(guò)程





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論