") 常用的車削、銑削、鉆削加工計算公式全在這里了 滿滿干貨!
常用的車削、銑削、鉆削加工計算公式全在這里了 滿滿干貨!
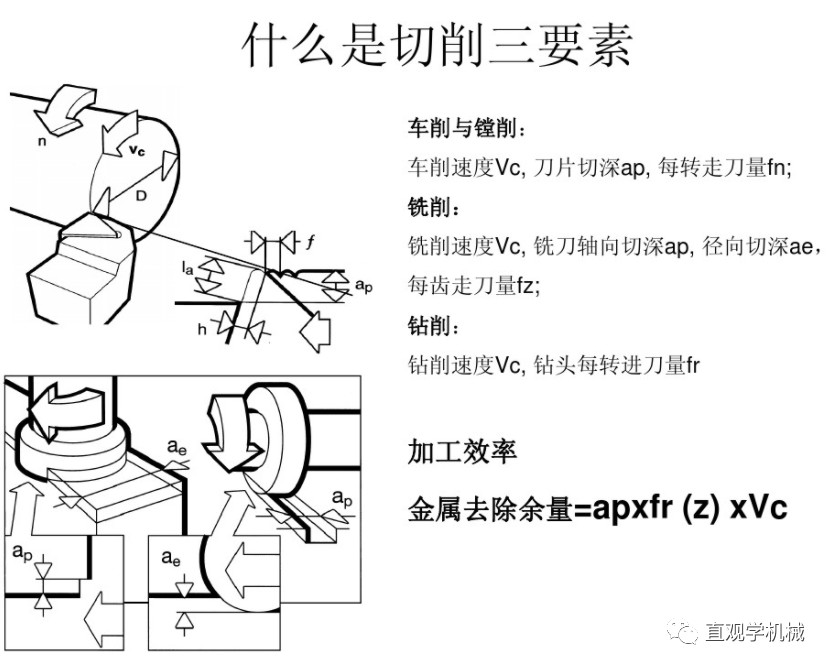
01常用車削加工計算公式
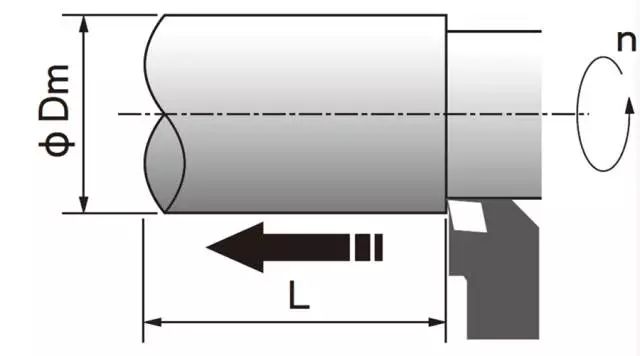
● 切削線速度Vc(m/min)
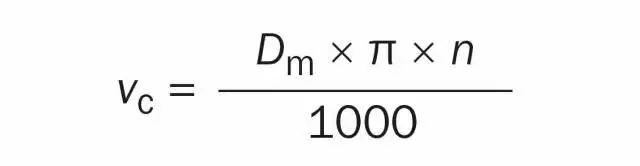
Dm:加工直徑,單位(mm)
n:主軸轉(zhuǎn)速,單位(rpm)
● 主軸轉(zhuǎn)速 n (rpm)

Vc:切削線速度,單位(m/min)
Dm:加工直徑,單位(mm)
●金屬去除率 Q (cm3/min)

Vc:切削線速度,單位(m/min)
ap:切深(吃刀量),單位(mm)
fn:每轉(zhuǎn)進給量,單位(mm/r)
●凈功率 Pc (kW)
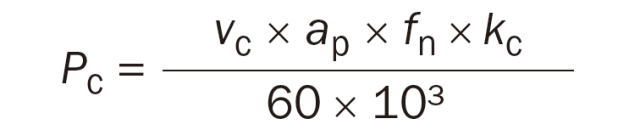
Vc:切削線速度,單位(m/min)
ap:切深(吃刀量),單位(mm)
fn:每轉(zhuǎn)進給量,單位(mm/r)
●加工時間 Tc (min)
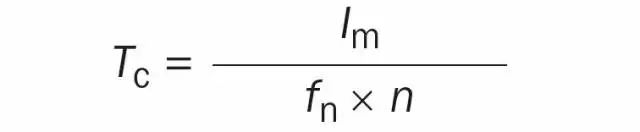
Im:加工長度,單位(mm)
fn:每轉(zhuǎn)進給量,單位(mm/r)
n:主軸轉(zhuǎn)速,單位(rpm)
● 特定切削力 Kc(N/mm2)
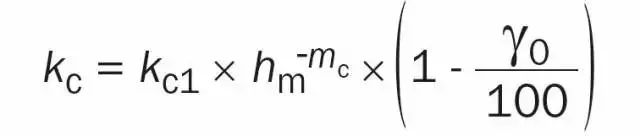
kc1:特定切削力,適用于hm= 1 mm
hm:平均切屑厚度,單位(mm)
mc:實際校正系數(shù)hm
γ0:切屑前角
02常用銑削加工計算公式

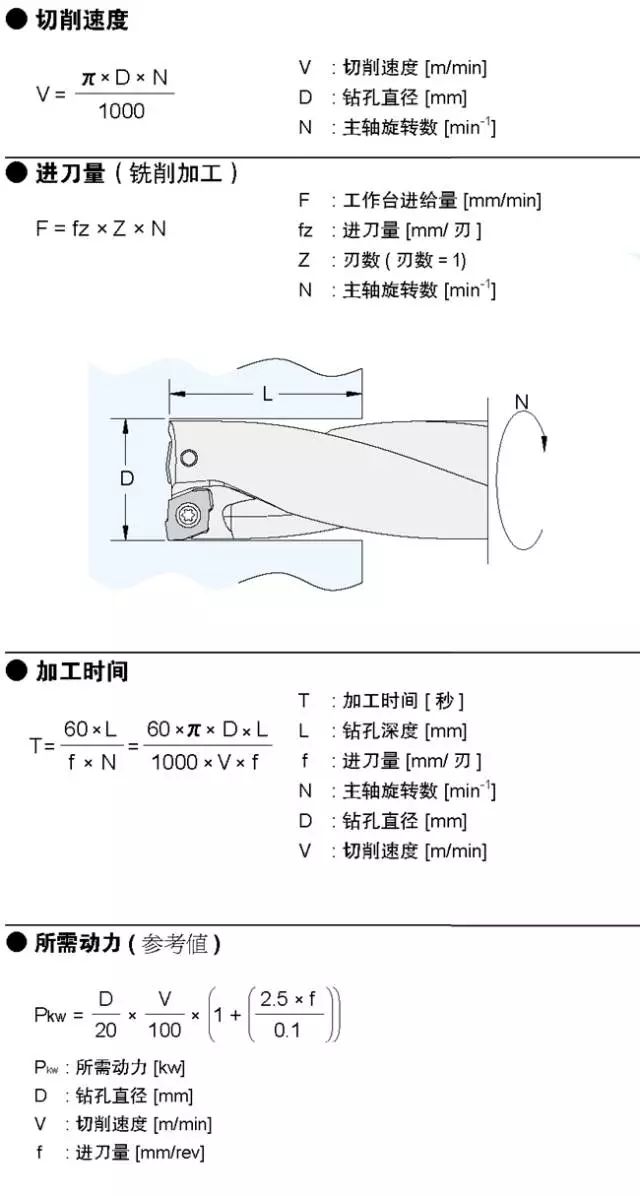
03常用孔加工計算公式
其它一些加工計算公式,也許對你有用。
一、擠牙絲攻內(nèi)孔徑計算公式:-
公式:牙外徑-1/2×牙距-
例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm-
M6×1.0=6-(1/2×1.0)=5.5mm-
例2:公式:M3×0.5=3-(0.5÷2)=2.75mm-
M6×1.0=6-(1.0÷2)=5.5mm-
二、一般英制絲攻之換算公式:-
1英寸=25.4mm(代碼)-
例1:(1/4-30)-
1/4×25.4=6.35(牙徑)-
25.4÷30=0.846(牙距)-
則1/4-30換算成公制牙應(yīng)為:M6.35×0.846-
例2:(3/16-32)-
3/16×25.4=4.76(牙徑)-
25.4÷32=0.79(牙距)-
則3/16-32換算成公制牙應(yīng)為:M4.76×0.79-
三、一般英制牙換算成公制牙的公式:-
分子÷分母×25.4=牙外徑(同上)-
例1:(3/8-24)-
3÷8×25.4=9.525(牙外徑)-
25.4÷24=1.058(公制牙距)-
則3/8-24換算成公制牙應(yīng)為:M9.525×1.058-
四、美制牙換算公制牙公式:-
例:6-32-
6-32 (0.06+0.013)/代碼×6=0.138-
0.138×25.4=3.505(牙外徑)-
25.4÷32=0.635(牙距)-
那么6-32換算成公制牙應(yīng)為:M3.505×0.635-
1、 孔內(nèi)徑計算公式:-
牙外徑-1/2×牙距則應(yīng)為:-
M3.505-1/2×0.635=3.19-
那么6-32他內(nèi)孔徑應(yīng)為3.19-
2、擠壓絲攻內(nèi)孔算法:-
下孔徑簡易計算公式1:-
牙外徑-(牙距×0.4250.475)/代碼=下孔徑-
例1:M6×1.0-
M6-(1.0×0.425)=5.575(最大下孔徑)-
M6-(1.0×0.475)=5.525(最小)-
例2:切削絲攻下孔內(nèi)徑簡易計算公式:-
M6-(1.0×0.85)=5.15(最大)-
M6-(1.0×0.95)=5.05(最小)-
M6-(牙距×0.860.96)/代碼=下孔徑-
例3:M6×1.0=6-1.0=5.0+0.05=5.05-
五、壓牙外徑計算簡易公式:-
1.直徑-0.01×0.645×牙距(需通規(guī)通止規(guī)止)-
例1:M3×0.5=3-0.01×0.645×0.5=2.58(外徑)-
例2:M6×1.0=6-0.1×0.645×1.0=5.25(外徑)-
六、公制牙滾造徑計算公式:(飽牙計算)-
例1:M3×0.5=3-0.6495×0.5=2.68(車削前外徑)-
例2:M6×1.0=6-0.6495×1.0=5.35(車削前外徑)-
七、壓花外徑深度(外徑)-
外徑÷25.4×花齒距=壓花前外徑-
例:4.1÷25.4×0.8(花距)=0.13 壓花深度應(yīng)為0.13-
八、多邊形材料之對角換算公式:-
1.四角形:對邊徑×1.414=對角徑-
2.五角形:對邊徑×1.2361=對角徑-
3.六角形:對邊直徑×1.1547=對角直徑-
公式2:1.四角:對邊徑÷0.71=對角徑-
2.六角:對邊徑÷0.866=對角徑-
九、刀具厚度(切刀):材料外徑÷10+0.7參考值-
十、錐度的計算公式:-
公式1:(大頭直徑-小頭直徑)÷(2×錐度的總長)=度數(shù)-
等于查三角函數(shù)值-
公式2:簡易-
(大頭直徑-小頭直徑)÷28.7÷總長=度數(shù)-
編輯:jq
-
鉆削應(yīng)用
+關(guān)注
關(guān)注
0文章
2瀏覽量
5445 -
銑削加工
+關(guān)注
關(guān)注
0文章
8瀏覽量
6663 -
車削加工
+關(guān)注
關(guān)注
0文章
5瀏覽量
5815
原文標題:【加工知識】常用的車削、銑削、鉆削加工計算公式全在這里了,隨用隨查
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
云端彈性計算公式有哪些內(nèi)容?
平衡流量計計算公式







 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論