 埋弧焊工藝與操作技巧
埋弧焊工藝與操作技巧
埋弧焊工藝與操作技巧
埋弧焊是利用電弧作為熱源的焊接方法。由于埋弧焊熔深大,生產率高,機械化操作的程度高,因而適于焊接中厚板結構的長焊縫。在造船、鍋爐與壓力容器、橋梁、起重機械、鐵路車輛、工程機械、重型機械和冶金機械、核電站結構、海洋結構等制造部門有著廣泛的應用,是當今焊接生產中最普遍使用的焊接方法之一。埋弧焊除了用于金屬結構中構件的連接外,還可在基體金屬表面堆焊耐磨或耐腐蝕的合金層。隨著焊接冶金技術與焊接材料生產技術的發展,埋弧焊能焊的材料已從碳素結構鋼發展到低合金結構鋼、不銹鋼、耐熱鋼等以及某些有色金屬,如鎳基合金、鈦合金、銅合金等。下面賢集網小編來為大家介紹埋弧焊工藝與操作技巧、
一、焊前準備
1、準備焊絲焊劑,焊絲就去污、油、銹等物,并有規則地盤繞在焊絲盤內,焊劑應事先烤干(250°C下烘烤1—2小時),并且不讓其它雜質混入。工件焊口處要去油去污去水。
2、接通控制箱的三相電源開關。
3、檢查焊接設備,在空載的情況下,變位器前轉與后轉,焊絲向上與向下是否正常,旋轉焊接速度調節器觀察變位器旋轉速度是否正常;松開焊絲送進輪,試控啟動按扭和停止按扭,看動作是否正確,并旋轉電弧電壓調節器,觀察送絲輪的轉速是否正確。
4、弄干凈導電咀,調整導電咀對焊絲的壓力,保證有良好的導電性,且送絲暢通無阻。
5、按焊件板厚初步確定焊接規范,焊前先作焊接同等厚度的試片,根據試片的熔透情況(X光透視或切斷焊縫,視焊縫截面熔合情況)和表面成形,調整焊接規范,反復試驗后確定最好的焊接規范。
6、使電咀基本對準焊縫,微調焊機的橫向調整手輪,使焊絲與焊縫對準。
7、按焊絲向下按扭,使焊絲與工件接近,焊槍頭離工件距離不得小于15mm,焊絲伸出長度不得小與30mm。
8、檢查變位器旋轉開關和斷路開關的位置是否正確,并調整好旋轉速度。
9、打開焊劑漏頭閘門,使焊劑埋住焊絲,焊劑層一般高度為30—50mm。
二、焊接工作
1、按啟動按扭,此時焊絲上抽,接著焊絲自動變為下送與工件接觸摩擦并引起電弧,以保證電弧正常燃燒,焊接工作正常進行。
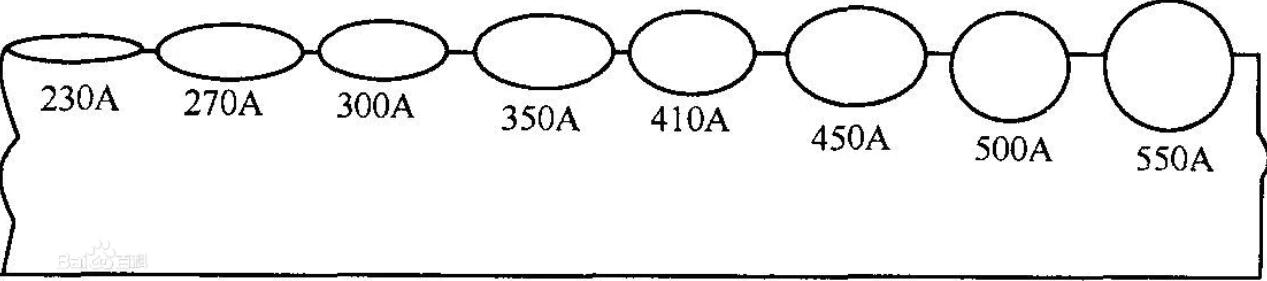
2、焊接過程中必須隨時觀察電流表和電壓表,并及時調整有關調節器(或按扭)。使其符合所要求的焊接規范,在發現網路電壓過低時應立刻暫停焊接工作,以免嚴重影響熔透質量,等網路電壓恢復正常后再進行工作。在使用4mm焊絲時要求焊縫寬度》10mm,焊接溝槽時焊接速度≈15m/h,電壓≈24V,電流≈300A,在接近表面時,電壓》27V,電流≈450A。在焊接球閥時一般在焊第一層時盡量用低電壓小電流,因無良好冷卻怕升溫過高損壞內件及內應力大。在焊第二層及以后一定通水冷卻,電壓及電流均可加大,以焊渣容易清理為好。
3、焊接過程還應隨時注意焊縫的熔透程度和表面成形是否良好,熔透程度可觀察工件的反面電弧燃燒處紅熱程度來判斷,表面成形即可在焊了一小段時,就去焊渣觀察,若發現熔透程度和表面成形不良時及時調節規范進行挽救,以減少損失。
4、注意觀察焊絲是否對準焊縫中心,以防止焊偏,焊工觀察的位置應與引弧的調整焊絲時的位置一樣,以減少視線誤差,如焊小直徑筒體的內焊縫時,可根據焊縫背面的紅熱情況判斷此電弧的走向是否偏斜,進行調整。
5、經常注意焊劑漏斗中的焊劑量,并隨時添加,當焊劑下流不順時就及時用棒疏通通道,排除大塊的障礙物。
三、焊接結束
1、關閉焊劑漏斗的閘門,停送焊劑。
2、輕按(即按一半深,不要按到底)停止按扭,使焊絲停止送進,但電弧仍燃燒,以填滿金屬熔池,然后再將停止按扭按到底,切斷焊接電流,如一下子將停止按扭按到底,不但焊縫末端會產生熔池沒有填滿的現象,嚴重時此處還會有裂縫,而且焊絲還可能被粘在工件上,增加操作的麻煩。
3、按焊絲向上按扭,上抽焊絲,焊槍上升。
4、回收焊劑,供下次使用,但要注意勿使焊渣混入。
5、檢查焊接質量,不合格的應鏟刨去,進行補焊。二次焊接前必須清理干凈焊接面。
埋弧焊工藝參數
埋弧焊的焊接參數主要有:焊接電流、電弧電壓、焊接速度、焊絲直徑和伸出長度等。
①焊接電流
當其他參數不變時,焊接電流對焊縫形狀和尺寸的影響如圖所示。
一般焊接條件下,焊縫熔深與焊接電流成正比。
隨著焊接電流的增加,熔深和焊縫余高都有顯著增加,而焊縫的寬度變化不大。同時,焊絲的熔化量也相應增加,這就使焊縫的余高增加。隨著焊接電流的減小,熔深和余高都減小。
②電弧電壓
電弧電壓的增加,焊接寬度明顯增加,而熔深和焊縫余高則有所下降。但是電弧電壓太大時,不僅使熔深變小,產生未焊透,而且會導致焊縫成形差、脫渣困難,甚至產生咬邊等缺陷。所以在增加電弧電壓的同時,還應適當增加焊接電流。
③焊接速度
當其他焊接參數不變而焊接速度增加時,焊接熱輸入量相應減小,從而使焊縫的熔深也減小。焊接速度太大會造成未焊透等缺陷。為保證焊接質量必須保證一定的焊接熱輸入量,即為了提高生產率而提高焊接速度的同時,應相應提高焊接電流和電弧電壓。
④焊絲直徑與伸出長度
當其他焊接參數不變而焊絲直徑增加時,弧柱直徑隨之增加,即電流密度減小,會造成焊縫寬度增加,熔深減小。反之,則熔深增加及焊縫寬度減小。
當其他焊接參數不變而焊絲長度增加時,電阻也隨之增大,伸出部分焊絲所受到的預熱作用增加,焊絲熔化速度加快,結果使熔深變淺,焊縫余高增加,因此須控制焊絲伸出長度,不宜過長。
⑤焊絲傾角
焊絲的傾斜方向分為前傾和后傾。傾角的方向和大小不同,電弧對熔池的力和熱作用也不同,從而影響焊縫成形。當焊絲后傾一定角度時,由于電弧指向焊接方向,使熔池前面的焊件受到了預熱作用,電弧對熔池的液態金屬排出作用減弱,而導致焊縫寬而熔深變淺。反之,焊縫寬度較小而熔深較大,但易使焊縫邊緣產生未熔合和咬邊,并且使焊縫成形變差。
⑥其他
a.坡口形狀 b.根部間隙 c.焊件厚度和焊件散熱條件。
責任編輯:YYX
-
焊接
+關注
關注
38文章
3181瀏覽量
59898 -
埋弧焊
+關注
關注
2文章
13瀏覽量
9561
發布評論請先 登錄
相關推薦
HDI盲埋孔工藝及制程能力你了解多少?
HDI盲埋孔工藝及制程能力你了解多少?
激光錫焊工藝在汽車制造行業中的應用
HDI盲埋孔電路板OSP工藝優缺點

電動點焊工藝中的電流控制器關鍵技術研發與應用探析
探究點焊工藝中恒壓控制電源的關鍵技術及應用實踐
高速點焊工藝中先進控制電源的關鍵技術探究與應用
鎧裝光纜可以直接埋地嗎
pcb板回流焊工藝詳解
如何判斷盲/埋孔HDI板有多少“階”?
hdi盲埋孔線路板生產工藝流程
弧焊機和電焊機有什么區別?舉例分析
微波組件軟釬焊中的阻焊工藝研究
金絲球焊工藝參數影響性分析和優化驗證
十種常見的焊接方式





 工商網監
工商網監
評論