") 涂膠設(shè)備原理及KUKA機器人控制分析+MAKRO
涂膠設(shè)備原理及KUKA機器人控制分析+MAKRO
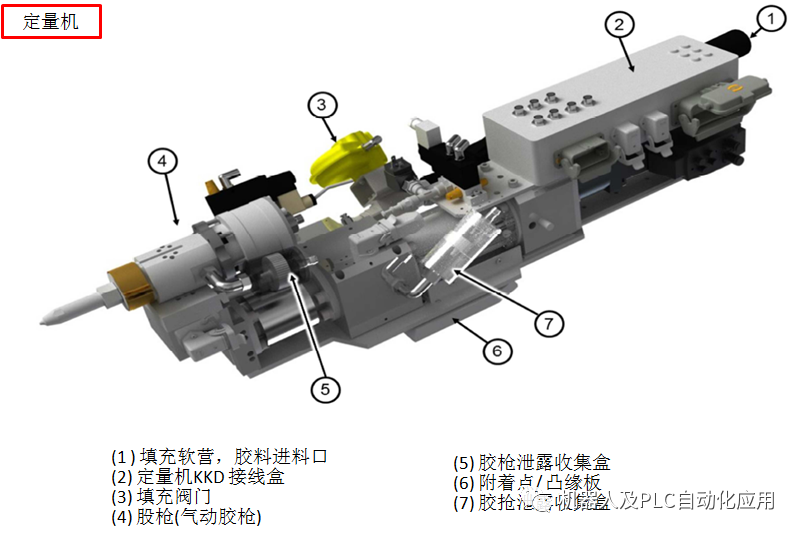
自動涂膠定量機簡介:SCA定量機可以看作是杜爾涂膠得簡裝版,原理上是一樣的但技術(shù)上杜爾要更加的復(fù)雜,SCA故障判斷和控制比較簡單,而杜爾涂膠需要對它的原理進行了解后維修和調(diào)試會更加的容易,由于杜爾涂膠是網(wǎng)絡(luò)可視化,因此需要掌握的知識要更多一些。
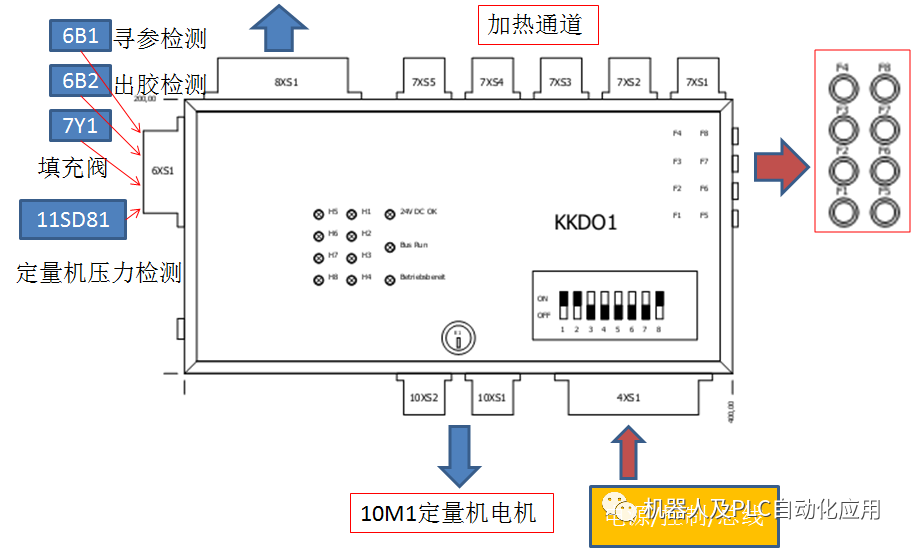
KKDD定量控制盒, 由于杜爾涂膠使用CAN總線因此在定量機的終端設(shè)備會采用終端電阻。
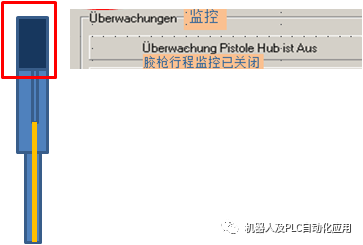
氣動膠槍的行程可以監(jiān)控:
短珠電膠槍:

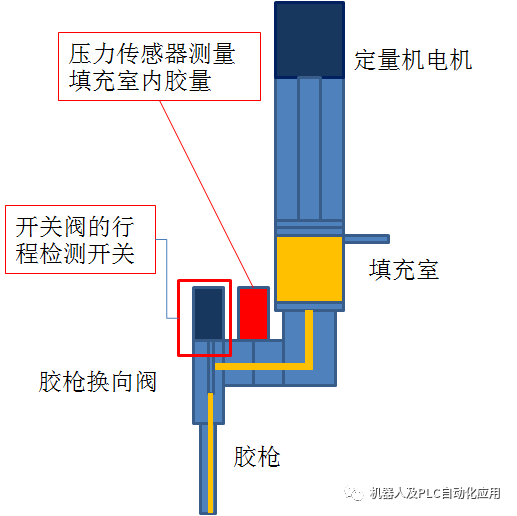
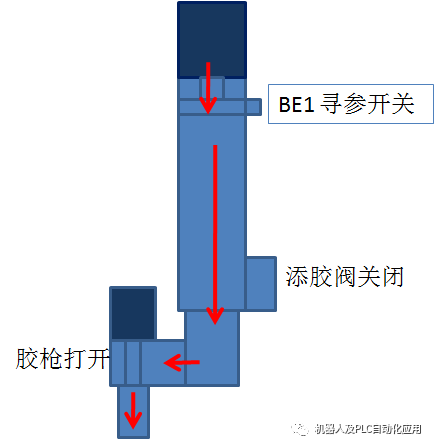
為什么定量機電機要尋參:
無論是DURR還是SCA的涂膠設(shè)備,他們在關(guān)機斷電后都要進行自動尋參,這是因為他們的定量機電機使用了增量試編碼器,所以在關(guān)機重啟后定量機電機會沿著固定的方向去尋參!這時要有尋參前提:
1.膠槍位置確定關(guān)閉,如果是電膠槍,則應(yīng)該是電膠槍先校準完,再校準定量機 .
2.電機在反轉(zhuǎn)尋參時,由于處于填膠狀態(tài),需要填膠閥打開.
3.CAN線路網(wǎng)絡(luò)無故障,
4.機器人使能
---涂膠設(shè)備在斷電重啟后會自動尋參,但是前提是膠槍的閉合(對于DURR這種高級的涂膠設(shè)備)
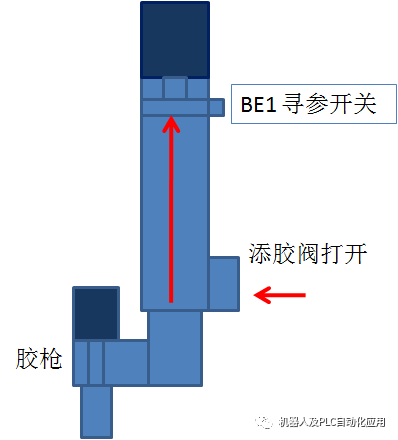
在涂膠定量機進行尋參的前提需要保證膠槍的位置是關(guān)閉的,氣膠槍要好很多,一般不用尋參,電膠槍在設(shè)備斷電啟機會自動自動尋參,然后定量機再尋參.
電機膠槍之所以需要校正工具是因為,電機轉(zhuǎn)子的轉(zhuǎn)頭需要有一個和膠槍嘴的正確安裝位置,所以需要校正工具來清零,清零時電機不能得電旋轉(zhuǎn),清零后再校正電機。
噴射螺紋涂膠設(shè)備:
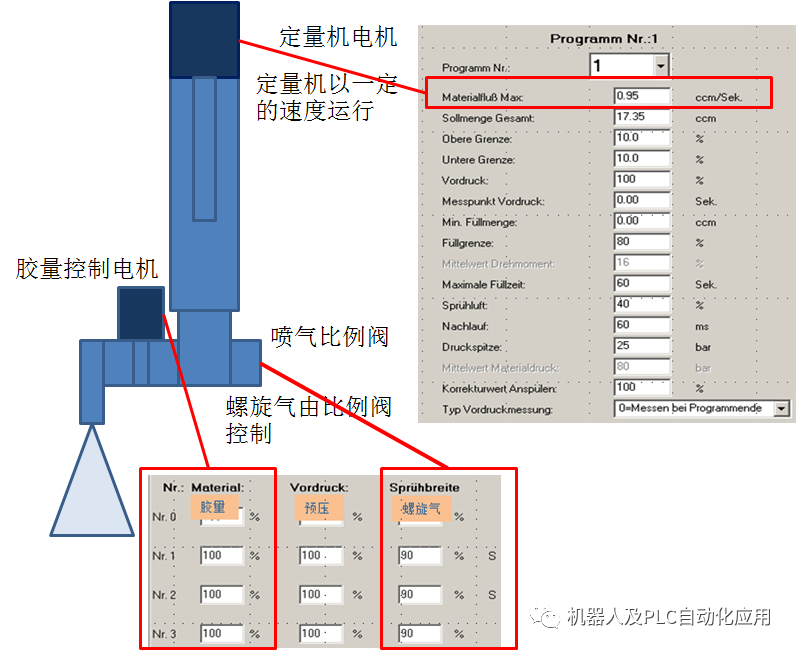
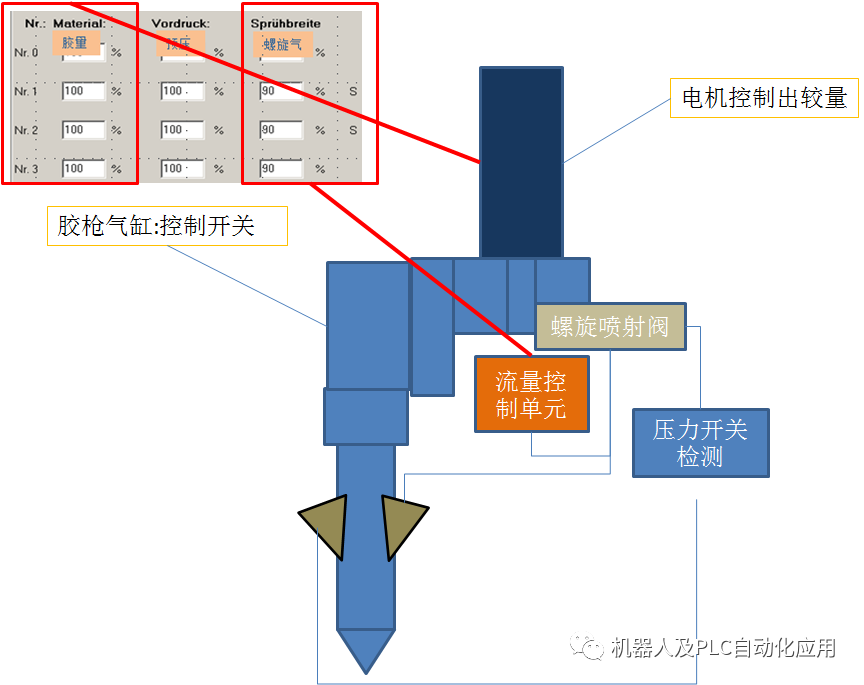
螺旋噴膠的結(jié)構(gòu):

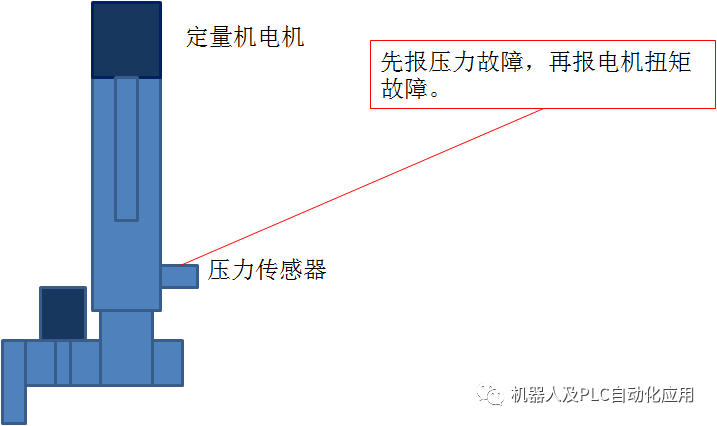
定量機的壓力報警要先于定量機的扭矩報警:
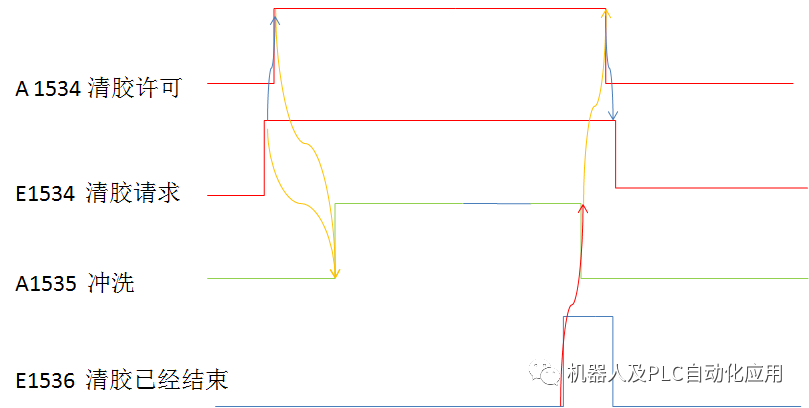
清膠控制時序:
清膠工作:
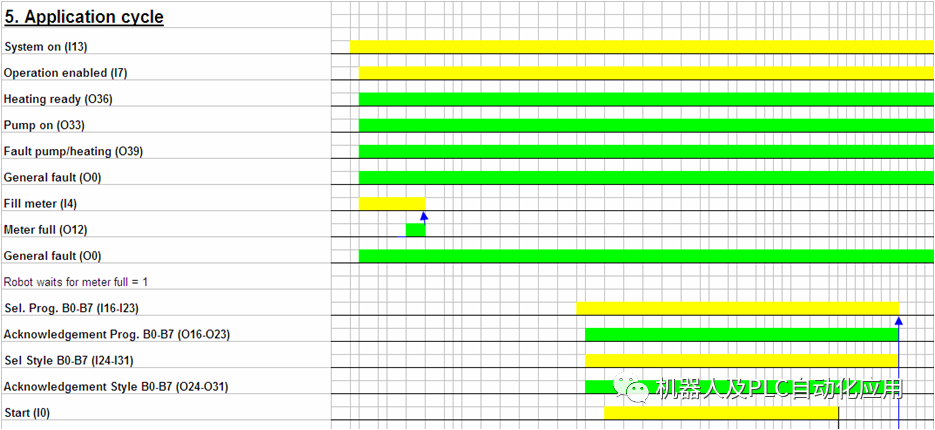
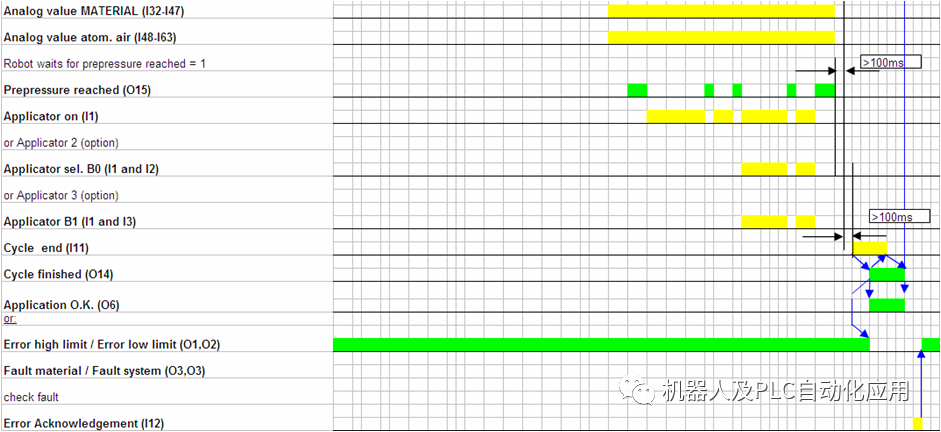
IO時序控制:
E1527準備就緒
A1529機器人開始控制涂膠設(shè)備-啟動程序
A1530機器人模擬運行(不帶工具)
E1532定量機1已加注 A1532更換定量機
E1533定量機2已加注 A1533觸發(fā)預(yù)壓
E1534清膠請求 A 1534清膠許可
E1535 清膠正在運行 A1535沖洗
E1536清膠已經(jīng)結(jié)束
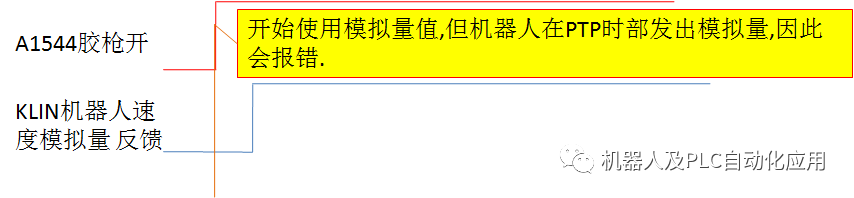
A1544膠槍打開
E1545系統(tǒng)為開啟狀態(tài) A1545系統(tǒng)部件啟動
控制時序:
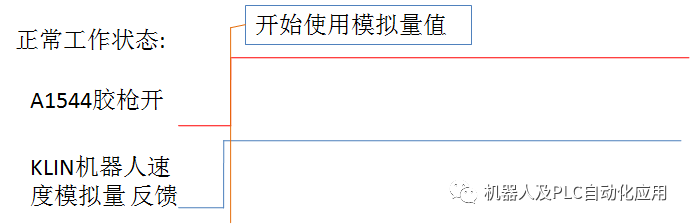
進行涂膠工作:
先給入模擬量控制:
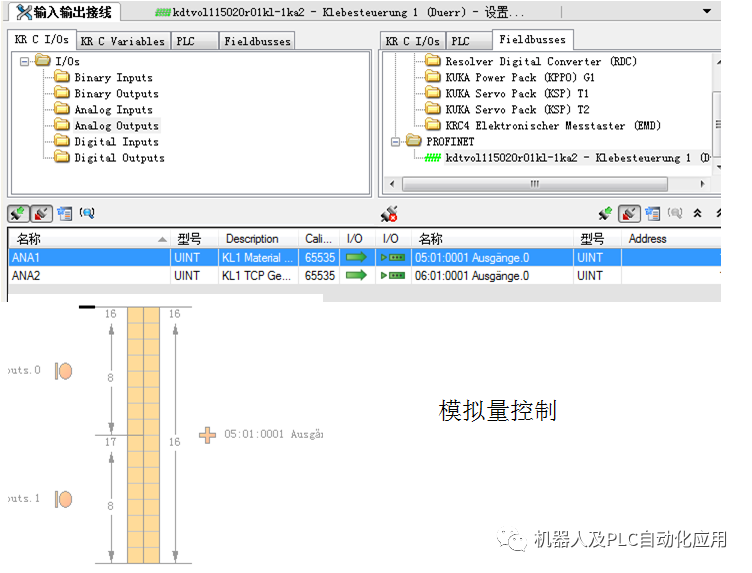
ana1 ( EIN ) =VPROP: 312 [mm/Sek] OFFS:0[mV]-膠量控制最多10V的機器人速度比
ana2 ( EIN ) =VPROP: 500 [mm/Sek] OFFS:0[mV]-噴氣量的控制最多10V的機器人速度比
bin10 ( EIN )-涂膠的程序號
bin11 ( EIN )-涂膠程序號里的段號
F523:用于帶擺臂膠桶控制閥帶先導(dǎo)閥
F524:用于帶擺臂膠桶控制閥不帶先導(dǎo)閥
機器人的KLIN速度與ANA模擬設(shè)定的速度比為80%為最佳。
例如VPROP: 250機器人的速度是200。
如果電壓下降并低于涂膠控制器參數(shù)的最小模擬量電壓,會產(chǎn)生報警”機器人模擬值過低” 并引起程序中斷
在路經(jīng)程序中,確保每個編程的空間點不要太近,否則開關(guān)點將不清晰,此外,還會導(dǎo)致機器人不能達到它所設(shè)定的速度
涂膠條應(yīng)用時,膠嘴與工件之間的距離與膠條的直徑相近
在螺旋涂膠時,膠嘴和工件之間的距離要在30-40mm之間

模擬量故障:在膠槍打開后不能檢測到模擬量數(shù)值因此報錯
模擬量與機器人速度程序控制原理解析:
ana1 ( EIN ) =VPROP: 312 [mm/Sek] OFFS:0[mV]
VW(#ANAOUT,TRUE,2,1,312,0)
ANAOUT(MODE:IN,IFC_NO:IN,FACTOR:IN,OFFSET:IN)
- FACTOR=312模擬量的值
- MODE=2所用模擬量的類型算法
- IFC_NO=1模擬量的號
- OFFSET=0模擬量的補償基值
- $VEL_ACT當前機器人的軌跡速度
SWITCH MODE
CASE1 -直接發(fā)出給入模擬量的值
IFIFC_NO==1THEN
ANOUT OFFANA1-關(guān)閉動態(tài)模擬量值-
ENDIF
.........
$ANOUT[IFC_NO]=FACTOR*1E-04-發(fā)出給入的模擬量的數(shù)值,=312*1e-04
CASE2-模擬量與速度相關(guān)聯(lián)
SWITCH IFC_NO
CASE1
OFS1=OFFSET*1E-04
IFFACTOR==0THEN-標準值的算法
FACTOR=2E+06
ENDIF
FAC1=1000/FACTOR-正常輸入值得算法FACTOR=312
-按照標準格式發(fā)出的模擬量輸出-
ANOUT ON ANA1=$VEL_ACT*FAC1+OFS1-打開模擬量機器人當前速度的又有關(guān)的算法,加上基數(shù)
DELAY=ANA_DELAY1是否推遲或提前發(fā)出模擬量
MINIMUM=-1最大值最小值設(shè)置-1.0至+1.0(相當于-10 V至+10 V)。
MAXIMUM=1
.....
CASE3通過傳感器軌跡糾正軌跡動作
FAC1=OFFSET*1E-04固定值
OFS1=FACTOR*1E-04
SWITCH IFC_NO
CASE1
ANOUT ON ANA1=FAC1*$TECHVAL[3]+OFS1-根據(jù)變量的測量值發(fā)出的模擬量
......
CASE4-固定變量值
IFFACTOR==0THEN
V_PROP=2E+06
ELSE
V_PROP=1000.0/FACTOR
ENDIF
ENDSWITCH
-----------------------
KLIN VB=250[mm/s] Genau=50[mm] ACC=100% RobWzg=1 Base=1 SPSTrig=0[1/100s] P
BS A1544 ( EIN ) =!E15 Schaltpkt:0[mm]:-25[ms]-膠槍打開
-當膠槍打開時,涂膠控制器開始接收機器人發(fā)出的模擬量,并根據(jù)模擬量值得大小控制定量機輸出膠量進行改變.
-1.為什么不用PTP而用直線KLIN呢?應(yīng)為PTP是點與點最近距離在移動過程中的速度不穩(wěn)定的,所以模擬量的發(fā)出會時斷時高,PTP的VB=100%的速度值與直線設(shè)定的速度是不同的.
-2. KLIN VB=250[mm/s]與ana1 ( EIN ) = VPROP: 312 [mm/Sek]的關(guān)系?
-直線距離的速度是250也就是$VEL_ACT=250而312是FAC1=1000/312
-公式: ANA1=$VEL_ACT*FAC1+OFS1;250*1000/312+0
-也就是說當VB=312[mm/s]時模擬的輸出是最大的100%輸出
---------------------------------
MAKRO50:
M30 = E14 & E24-機械安全+介質(zhì)OK
M146 = E1529 + E15–KL1涂膠預(yù)壓力建立
M148 = E1593 + E15–KL2涂膠預(yù)壓力建立
-----------------------------------
MAKRO57:
F556 = EIN-短接E3846給PLC發(fā)出A27機器人主網(wǎng)OK
F522 = EIN-開啟節(jié)能模式
F542 = EIN-涂膠KL1 -MIT_Kleben_1=TRUE激活URS_S里的涂膠功能
F336 = AUS-F_o_KL1_Trig=336- 激活反饋給PLC報警功能(溫度和膠泵)
IF $FLAG[F_o_KL1_Trig] THEN
KL1_o_Nachtrig=TRUE
ELSE
KL1_o_Nachtrig=FALSE
ENDIF
F341 = EIN–沒有使用
F346 = !E15 -F_m_KL1_SPUE=346在原位時才能清膠,空運轉(zhuǎn)的時候不清膠.
IF MIT_KL1_SPUELEN OR$IN[I_KL1_anw_Sp] THEN 有F346或有E163 有
IF ($EXT==TRUE) AND $COULD_START_MOTIONAND $OUT[O_KL1_FRG_SP] THEN
-外部自動-監(jiān)控開始接通-A1534請求清膠
IF $IN[I_KL1_ANF_SP] OR$IN[I_KL1_anw_Sp] THEN
-E1534請求清膠-E163PLC請求清膠
$OUT[O_KL1_SP_EIN]=TRUE –A1535清膠
$OUT[O_KL1_Sp_akt]=TRUE –A163給PLC發(fā)出機器人正在清膠
KL1_SPUELEN_AKTIV=TRUE
-激活F346后機器人不能再離開A15機器人原位,離開就關(guān)閉清膠-
F348 = AUS -控制是否激活A(yù)1540可以修復(fù)請求/ A1542測量啟動
–AUS 不帶自動恢復(fù)重涂
F350 = AUS -機器人控制添膠
F356 = AUS–固態(tài)膠槍-
IF $FLAG[F_m_KL1_stat] THEN
KL1_stat=TRUE選擇固態(tài)膠槍
ELSE
KL1_stat=FALSE
ENDIF
F721 = !E15-機器人在零點位置時清膠
-------------------------------------------
AKROSPS()
A1527 = A10 -A10:RK100機器人接通-A1527涂膠準備請求-
A1528 = A12 –A12:機器人自動-A1528機器人控制涂膠自動-
F338 = !E1551 & A10 -E1551加熱合格-F338 機器人驅(qū)動接通但沒有加熱-
F339 = (A1529 + A1535 + E9 & !E15 & !F336) & F338
-F339涂膠設(shè)備開始工作-A1529涂膠進程啟動- A1535開始清膠-
A1547 = (F339 & !T20 + F337 + E168 + E9) & F542
- A1547泵復(fù)位-涂膠設(shè)備開始工作就復(fù)位泵-F542帶涂膠設(shè)備
A1550 = (F339 & !T20 + F337 + E168 + E9) & F542& !E15
- A1550加熱復(fù)位-涂膠設(shè)備開始工作就復(fù)位加熱-E168PLC控制
-E168,-涂膠是從 E161開始
-FB252中
xS_HzNt := (bVisuTasten = Byte#11) -開啟加熱-
R_TRIG_xS_HzNt (CLK := xS_HzNt)
IF NOT(TP_EngspM_Ein.Q OR TP_EngspM_Aus.Q) THEN
IF R_TRIG_xS_EngspM.QAND xEngspM_Ein OR R_TRIG_EngspM_Aus.Q OR R_TRIG_xS_HzNt.Q THEN
-xEngspM_Ein-節(jié)能模式- R_TRIG_xS_EngspM-點一下開啟節(jié)能模式再點一下就關(guān)閉節(jié)能模式 -
xEMode_Aus := True; -節(jié)能模式關(guān)閉-再按一次節(jié)能模式也能起到加人的作用
ELSIF R_TRIG_xS_EngspM.Q AND NOTxEngspM_Ein OR R_TRIG_EngspM_Ein.Q THEN
xEMode_Ein := True;
END_IF;
END_IF;
TP_EngspM_Aus(IN:= xEMode_Aus, PT := T#1.5s);-延遲1.5秒發(fā)出
ST_ROB.E129_224_Option[iK_Adress1]:= ST_ROB.E129_224_Option[iK_Adress1] ORSHL(IN:=BOOL_TO_BYTE(TP_EngspM_Aus.Q),N:=7) –關(guān)閉節(jié)能模式開啟加熱-
-E168被發(fā)出,各種關(guān)閉節(jié)能模式都能夠能發(fā)出
------------------------------------------------
MAKRO180 –涂膠開始控制-
WARTEBIS E23 安全門請求進入等待
A161 = EIN
t12 ( E15 ) = p18[1/10Sek]
WARTE BIS T12 + !E15
GOTO Label 1 = E15 -用于空運轉(zhuǎn)跳步-
初始化
A1531 = AUS
A1535 = AUS
1539 = AUS
A1541 = AUS
A1543 = AUS
F337 = EIN -泵和加熱復(fù)位同時關(guān)閉節(jié)能模式
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E1524 & E1525 &E1526 & E1527 & E1528 & !E1546 & E1550 + T10
-E1524沒有涂膠故障-E1525沒有定量機故障-E1526沒有涂膠設(shè)備故障-E1527涂膠設(shè)備準備
-E1528涂膠設(shè)備在自動-E1546節(jié)能模式啟動-E1550加熱開
F347 = T10
WARTE BIS E1524 & E1525 &E1526 & E1527 & E1528 & !E1546 & E1550
F347 = AUS
t10 ( EIN ) = -600[1/10Sek]
WARTE BIS E1532 & !F350 + F350 +T10
-E1532:定量機1填滿 - F350沒有使用
F347 = T10
WARTE BIS E1532 & !F350 + F350 –F350控制自動填膠-
F347 = AUS
A1531 = E1531 & F350 –A1531自動填膠-膠不滿發(fā)F350可自動填膠-
WARTE BIS !E1524 + !E1531 + !F350
-E1524沒有故障-E1531 請求填滿 -F350機器人控制填膠
F347 = !E1524 -沒有涂膠準備-
WARTE BIS !E1531 + !F350
F347 = AUS
A1531 = AUS
t10 ( EIN ) = -5[1/10Sek]
WARTE BIS !E1530 & !E161 &!F525 + E1530 & (E161 + F525) + T10
-E1530反饋是否無工件運行-E161 不帶涂膠工具-F525沒有使用-
F347 = T10
WARTE BIS !E1530 & !E161 &!F525 + E1530 & (E161 + F525)
F347 = AUS
F337 = AUS
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS A1505 & E1505 + !A1505& !E1505 + T10
WARTE BIS A1506 & E1506 + !A1506& !E1506 + T10
WARTE BIS A1507 & E1507 + !A1507& !E1507 + T10
WARTE BIS A1508 & E1508 + !A1508& !E1508 + T10
WARTE BIS A1509 & E1509 + !A1509& !E1509 + T10
WARTE BIS A1510 & E1510 + !A1510& !E1510 + T10
WARTE BIS A1511 & E1511 + !A1511& !E1511 + T10
WARTE BIS A1512 & E1512 + !A1512& !E1512 + T10 -程序號反饋
WARTE BIS A1505 + A1506 + A1507 +A1508 + A1509 + A1510 + A1511 + A1512 + T10
F347 = T10
WARTE BIS A1505 & E1505 + !A1505& !E1505
WARTE BIS A1506 & E1506 + !A1506& !E1506
WARTE BIS A1507 & E1507 + !A1507& !E1507
WARTE BIS A1508 & E1508 + !A1508& !E1508
WARTE BIS A1509 & E1509 + !A1509& !E1509
WARTE BIS A1510 & E1510 + !A1510& !E1510
WARTE BIS A1511 & E1511 + !A1511& !E1511
WARTE BIS A1512 & E1512 + !A1512& !E1512
WARTE BIS A1505 + A1506 + A1507 + A1508 + A1509 + A1510 + A1511 + A1512
-有程序號發(fā)出-
F347 = AUS
t10 ( EIN ) = -20[1/10Sek]
-- KL1 Ueberpruefung Parametertafel --
WARTE BIS A1513 & E1513 + !A1513 & !E1513 + T10
WARTE BIS A1514 & E1514 + !A1514 & !E1514 + T10
WARTE BIS A1515 & E1515 + !A1515& !E1515 + T10
WARTE BIS A1516 & E1516 + !A1516& !E1516 + T10
WARTE BIS A1517 & E1517 + !A1517& !E1517 + T10
WARTE BIS A1518 & E1518 + !A1518& !E1518 + T10
WARTE BIS A1519 & E1519 + !A1519& !E1519 + T10
WARTE BIS A1520 & E1520 + !A1520& !E1520 + T10
WARTE BIS A1513 + A1514 + A1515 + A1516 + A1517 + A1518 + A1519 + A1520 +T10
WARTE BIS F980 + T10 等待機器人速度100%
F347 = T1
WARTE BIS A1513 & E1513 + !A1513& !E1513
WARTE BIS A1514 & E1514 + !A1514& !E1514
WARTE BIS A1515 & E1515 + !A1515& !E1515
WARTE BIS A1516 & E1516 + !A1516& !E1516
WARTE BIS A1517 & E1517 + !A1517& !E1517
WARTE BIS A1518 & E1518 + !A1518& !E1518
WARTE BIS A1519 & E1519 + !A1519& !E1519
WARTE BIS A1520 & E1520 + !A1520& !E1520
WARTE BIS A1513 + A1514 + A1515 + A1516 + A1517 + A1518 + A1519 + A1520
-程序段數(shù)有發(fā)出-
WARTE BIS F980 -F_OV_100=980- 機器人速度100%檢查-
IF ($OV_PRO == 100) THEN –機器人速度100%時發(fā)出F980
$FLAG[F_OV_100]=TRUE
$OUT[O_R_n_OV]=FALSE -A28機器人不是100%速度
F347 = AUS
WARTE BIS E1551 -等待加熱合格
t10 ( EIN ) = -5[1/10Sek]
WARTE BIS !E1529 + T10
F347 = T10
WARTE BIS !E1529 -E1529檢測預(yù)壓力沒有到達
F347 = AUS
A1529 = EIN -涂膠控制開始—沒有故障就建立預(yù)壓-泵啟動-加熱開
t10 ( EIN ) = -60[1/10Sek]
WARTE BIS E1524 & E1528 &E1529 & !E1543 & E1526 + T10
F347 = T10
WARTE BIS E1524 & E1528 &E1529 & !E1543 & E1526
-E1543涂膠測量結(jié)束-在自動狀態(tài)下沒有故障,沒有膠量故障
F347 = AUS
Label 1
----------------------------------------
MAKRO181 -涂膠結(jié)束控制
DEFFCTINT MAKRO181(ADV :IN)
A161 = EIN
t12 ( E15 ) = p15[1/10Sek]
WARTE BIS T12 + !E15
GOTO Label 1 = E15 -空運轉(zhuǎn)不執(zhí)行程序內(nèi)功能
F342 = AUS
F343 = AUS
A1529 = AUS -關(guān)閉機器人的控制-關(guān)閉預(yù)壓
t10 ( EIN ) = -5[1/10Sek]
WARTE BIS !E1543 + T10 –等待沒有E1543測量結(jié)束
F347 = T10
WARTE BIS !E1543
F347 = AUS
A1543 = EIN -機器人控制涂膠設(shè)備涂膠測量可以結(jié)束
A1540 = AUS -請求重新涂膠
A1542 = AUS -測量開始
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E1543 + T10 –等待涂膠設(shè)備反饋測量結(jié)束
F347 = T10
WARTE BIS E1543 + E27 -E27跳過沒有測量結(jié)束故障
F347 = AUS
A1543 = AUS
F347 = !E1524 + !E1525 + !E1526 -有故障
F343 = !E1526 –有涂膠故障
A161 = AUS
bin11 ( EIN ) = 1 -給涂膠設(shè)備程序段
F351 = E1531 & F350 & !F347 -E1531填膠請求-F351控制填膠
-由于F350沒有使用,填膠由涂膠設(shè)備自己控制
Puls A1531 = Pegel5[1/10Sek]
Label 1
A1540 = AUS
A1542 = AUS
A161 = AUS
-----------------------------------------------------
-
總線
+關(guān)注
關(guān)注
10文章
2891瀏覽量
88179 -
可視化
+關(guān)注
關(guān)注
1文章
1198瀏覽量
20975 -
KUKA機器人
+關(guān)注
關(guān)注
4文章
143瀏覽量
9111
原文標題:涂膠設(shè)備原理及KUKA機器人控制分析+MAKRO
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
【「具身智能機器人系統(tǒng)」閱讀體驗】2.具身智能機器人的基礎(chǔ)模塊
【「具身智能機器人系統(tǒng)」閱讀體驗】2.具身智能機器人大模型
鴻蒙機器人與鴻蒙開發(fā)板聯(lián)動演示
構(gòu)建語音控制機器人 - 線性模型和機器學習

認識機器人與CW32四足機器人控制項目
伺服控制機器人的控制方式有哪些
MT6501磁編IC在涂膠機器人領(lǐng)域應(yīng)用

Al大模型機器人
如何使用PLC控制機器人
工業(yè)機器人仿真軟件有哪些
機器人控制系統(tǒng)的基本單元有哪些
Kuka機器人配置Profinet通訊網(wǎng)關(guān)HT3S-PNS-ECS
基于FPGA EtherCAT的六自由度機器人視覺伺服控制設(shè)計
其利天下技術(shù)·搭載無刷電機的掃地機器人的前景如何?
KUKA機器人8.7系統(tǒng)對PROFINET軟件進行編程控制的步驟






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論