 波峰焊線路板進行預熱的主要目的與作用是什么
波峰焊線路板進行預熱的主要目的與作用是什么
波峰焊線路板預熱主要目的是使助焊劑的溶劑成份在通過預熱器時,將會受熱揮發。從而避免溶劑成份在經過液面時高溫氣化造成炸裂的現象發生,最終防止產生錫粒的品質隱患。波峰焊預熱的作用有:提高助焊剞的活性;增加焊盤的濕潤性能;去除有害雜質;減低焊料的內聚力以利于兩焊點之間的焊料分開。

波峰焊接時印制板預熱的作用如下:
①將焊劑中的溶劑及smt貼片加工時組裝板上可能吸收的潮氣蒸發掉,溶劑和氣在過波峰時會沸騰并造成焊錫濺射(俗稱“炸錫”現象),炸錫好比在沸騰的油鍋中混進水一樣,會產生飛濺,形成中空的焊點、砂眼、錫珠、漏焊、虛焊、氣孔等缺陷。因此,貼片加工廠在波峰焊接時印制板預熱可以減少焊接缺陷。
②smt加工時使用的助焊劑中松香和活性劑需要一定的溫度才能發生分解和活性化反應,活性化反應可以去除印制板焊盤、元器件端頭和引腳表面的氧化膜,以及其他污染物。
③使印制板和元器件充分預熱,避免smt貼片焊接時急劇升溫產生熱應力損壞印制板和元器件印制板預熱溫度和時間要根據助焊劑的類型、活化溫度范圍,以及組裝板的大小、厚度、元器件的大小和多少、貼裝元器件的多少,即組裝板的熱容量等來確定。波峰焊機預熱區的長度由產量和傳送帶速度來決定,smt貼片加工廠產量越高,為使組裝板達到所需的浸潤溫度,就需要越長的預熱區。
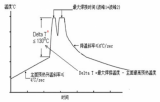
預熱溫度在90~130℃(指PCB表面溫度),多層板及有較多貼裝元器件時預熱溫度取上限不同PCB類型和組裝形式的預熱溫度可參考表,參考時一定要結合組裝板的具體情況,做工藝試驗或試焊后進行設置。與再流焊一樣也要測實時溫度曲線。
推薦閱讀:http://m.1cnz.cn/article/89/92/2017/20171205594391.html
責任編輯:gt
-
元器件
+關注
關注
112文章
4730瀏覽量
92512 -
線路板
+關注
關注
23文章
1209瀏覽量
47192 -
smt
+關注
關注
40文章
2919瀏覽量
69418
發布評論請先 登錄
相關推薦
回流焊 VS波峰焊
波峰焊操作流程及焊接的基本工藝
波峰焊和回流焊順序





 工商網監
工商網監
評論