 當SMT生產線具備再流焊和波峰焊時,該如何進行選擇
當SMT生產線具備再流焊和波峰焊時,該如何進行選擇
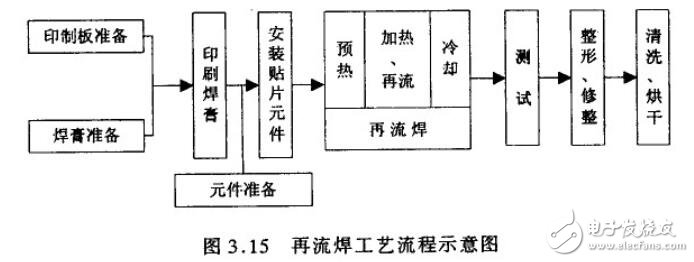
選擇工藝流程主要根據印制板的組裝密度和本單位SMT制造生產線設備條件。當SMT生產線具備再流焊、波峰焊兩種焊接設備時,可作如下考慮。
1、盡量采用再流焊方式,因為再流焊比波峰焊具有以下優越性。
●再流焊不像波峰焊那樣,元器件直接浸漬在熔融的焊料中,所以元器件受到的熱沖擊小。
●焊料定量施加在焊盤上,能控制施加量,減少了焊接缺陷。因此焊接質量好,可靠性高。
●有自定位效應(Self Alignment),即當元器件貼放位置有一定偏離時,由于熔融焊料表面張力的作用,當其全部焊端或引腳與相應焊盤同時被潤濕時,能在潤濕力和表面張力的作用下, 自動被拉回到近似目標位置。
●焊料中一般不會混入不純物,使用焊膏時,能正確地保證焊料的組分。
●可以采用局部加熱熱源,從而可在同一基板上采用不同焊接工藝進行焊接。
●工藝簡單,修板的工作量極小,從而節省了人力、電力、材料。
2、一般密度的混合組裝,當SMD和THC在PCB的同一面時,采用A面印刷焊膏、再流焊, B面波峰焊工藝;當THC在PCB的A面、SMD在B面時,采用B面點膠、波峰焊工藝。
3、在高密度混合組裝條件下,當沒有THC或只有極少量THC時,可采用雙面印刷焊膏、再流焊工藝,及少量THC采用后附的方法;當A面有較多THC時,采用A面印刷焊膏、再流焊, B面點膠、裝貼、波峰焊工藝。
注意:在印制板的同一面,禁止采用先再流焊SMD、后對THC進行波峰焊的工藝流程。
推薦閱讀:http://m.elecfans.com/article/908847.html
責任編輯:gt
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
元器件
+關注
關注
112文章
4719瀏覽量
92365 -
焊接
+關注
關注
38文章
3139瀏覽量
59806 -
smt
+關注
關注
40文章
2905瀏覽量
69305
發布評論請先 登錄
相關推薦
SMT焊接工藝介紹:回流焊、波峰焊、通孔回流焊
本文介紹了三種SMT(Surface Mount Technology,表面貼裝技術)焊接工藝,包括回流焊、波峰焊、通孔回流焊。

深圳smt貼片加工中波峰焊的溫度控制
深圳smt貼片加工中推薦波峰焊的溫度是245℃,最常用的辦法是用膠固定住表面貼裝片式電阻、電容、二極管等,然后再進行波峰焊。用于PCBA無鉛焊接的波峰焊錫鍋的溫度大多在260℃或者更高
發表于 01-03 10:49
波峰焊定期維護和波峰焊的日常保養方法注意事項
1.波峰焊爐機械部分 2.波峰焊爐噴霧部份 3.波峰焊爐電氣部分 4.波峰焊爐發熱管部分 波峰焊如果使用時間過長未對發熱管保養和更換,會出
發表于 06-20 15:09

波峰焊和回流焊順序
波峰焊和回流焊工藝順序,其實從線路板組裝原理順序就知道,組裝原理是先組裝小元件再組裝大元件。貼片元件比插件元件小的多,線路板組裝是按照從小到大組裝順序,所以肯定是先回流焊再
發表于 04-29 16:37
?2572次閱讀
波峰焊的安全操作步驟和注意事項
波峰焊是SMT貼片生產線中綜合技術含量比高、勞動強度最大、設備因護工作量最大的工序,因此,對波峰焊操作人員的技術水平、綜合素質要求比較高。
波峰焊設備的維護保養
相信很多從事波峰焊回流焊行業的人都知道,設備的維護非常重要。可以直接影響波峰焊的使用性能,高質量的維護可以大大延長波峰焊的使用壽命。所以很多人會問,
發表于 06-24 14:33
?1456次閱讀
選擇性波峰焊介紹
選擇性波峰焊的出現主要是為了替代傳統的手工焊接,主要用于PCB板其他元器件組裝完成后對個別插腳元器件進行焊接。選擇性波峰焊的優點是它的適用性

在smt貼片加工廠中選擇性波峰焊存在的作用和意義
加工廠作為電子產品制造的核心環節,其生產效率和產品質量成為了所有廠商們追求的目標。而選擇性波峰焊正是一項重要的技術,廣泛應用于SMT貼片加工廠中。本文將深入探討





 工商網監
工商網監
評論