 電子發燒友App
電子發燒友App


多層阻抗板打樣生產制造 圖
1.0目的:
規范阻抗板生產制作,使產品滿足客戶要求。
2.0范圍:
適應于阻抗板生產制作及品質接受。
3.0職責:
QA負責指引的制訂與修改、監督指引的實施。
生產部門負責指引的實施。
工藝負責監督指引的實施與相關技術的支持。
物理室負責阻抗板的檢測和數據的記錄及統計,提供給上司及有關部門。
4.0 阻抗板生產制作:
4.1投料:
4.1.1、 使用的板料類型、板料厚度、銅箔厚度必須按MI要求生產。
4.1.2、 阻抗板不接受自壓芯板的方式以及銅面微蝕的方式進行制作。(壓合厚度及銅厚無法完全控制在范圍內)
4.2內層線路:
4.2.1 、對位曝光前菲林線寬、線隙檢測,對菲林進行品質檢查,避免定位問題出現。
4.2.2 、對位曝光時必須先做首板QA用百位鏡檢測阻抗線寬/線距在MI所要求的范圍內及開/短路等問題,合格才可批量生產。
4.2.3 、曝光生產過程中,每生產1PNL板用粘塵轆清潔菲林一次;每生產25PNL對菲林進行品質檢查一次和用酒精對曝光玻璃、麥拉清洗一次。
4.2.4 、阻抗板盡量避免返工。(不要采用阻抗板做曝光尺,生產時可采用其它板來做)
4.2.5、顯影放板時必須將有阻抗線控制那一面朝下放板,如兩面都有阻抗線的板,阻抗線較多或線路較密的一面朝下放板生產。
4.3內層蝕刻:
4.3.1、 阻抗線寬(阻抗條及板內阻抗線)要求控制在要求的中上限。例如:阻抗線寬要求:0.20mm,公差+/-10%,那么蝕刻后要求阻抗線寬控制在0.20mm--0.22mm之間。(因棕化時有微蝕或返工,對線寬有一定影響)
4.3.2、蝕刻放板時需將有阻抗線控制那一面朝下放板,如兩面都有阻抗線的板,阻抗線較多或線路較密的一面朝下放板生產。
4.3.3、阻抗板必須先做首板滿足要求后才能批量生產,如不合格,需重新做首板,直到合格后才可批量生產。
4.3.4、阻抗板批量生產過程中必須加嚴檢測頻率,每生產30PNL做一次線寬檢測,發現異常及時知會相關人員跟進改善。
4.4 AOI:
4.4.1、阻抗線如有開路及缺口,可以進行邦線,但邦線后必須加嚴檢測,保證邦線后的阻抗線線寬及結合力能夠滿足要求。
4.4.2、阻抗條上如有開路及缺口,同樣必須邦線,其在后序的阻抗檢測中,檢測阻抗條的結果同樣可以代表生產板的阻抗情況。
4.5棕化:
4.5.1、必須先做首板確認OK后才能批量生產。
4.5.2、阻抗板至多返工一次。(因前處理有微蝕,返工次數過多,會造成線幼、減少線路銅厚影響阻抗值)
4.6壓合:
4.6.1、使用的銅箔、PP片及層壓結構必須按MI要求生產。
4.6.2、注意壓板參數的控制,盡可能保證板厚的一致性。
4.6.3、阻抗板壓合工序沒有生產過的板,需先做2--5PNL首板進行壓合,壓合后給QA用長臂板厚測量儀全測板厚及全檢板面品質,并送物理室作微切片分析各介電層厚度、銅厚,并記錄相關數據及報告。
4.6.4、每批阻抗板經過壓合后,QA均需按30%的比例對板厚、板面品質檢測,確認厚度是否滿足MI要求,并進行相關記錄,有問題及時反饋。
4.7外層線路:
4.7.1、對位曝光前菲林線寬、線隙檢測,對菲林進行品質檢查,避免定位問題出現。
4.7.2、對位曝光時必須先做首板QA用百位鏡檢測阻抗線寬/線距在MI所要求的范圍內及開/短路等問題,合格才可批量生產。
4.7.3、曝光生產過程中,每生產3PNL板用粘塵轆清潔菲林、曝光玻璃、麥拉一次;每套菲林生產25PNL對菲林進行品質檢查一次和用酒精對曝光玻璃、麥拉清洗一次。
4.7.4、顯影放板時必須將有阻抗線控制那一面朝下放板,如兩面都有阻抗線的板,阻抗線較多或線路較密的一面朝下放板生產。
4.7.5、生產的阻抗板QA抽檢時按AQL0.40 進行抽檢,并嚴格按0收1退執行。
4.8圖形電鍍:
4.8.1、注意夾板方式及電鍍參數的控制,保證板面銅厚盡可能一致;如果阻抗條設計在板邊,且上夾具后有阻抗條的一邊靠近缸壁,那么電鍍時最外邊的夾具上應夾邊條。
4.8.2、沒做過的板需做首板,按要求參數做一飛巴板后,隨機抽1PNL送物理室打切片確認孔銅、面銅、錫厚是否合格,合格后隨機抽1-2PNL板進行蝕刻,蝕刻時確保線寬/線距在MI要求范圍內,并送物理室進行阻抗值檢測,根據具體結果再決定后面如何做板。 (注:銅厚、線寬與阻抗值成反比)
4.9蝕刻:
4.9.1 、每批阻抗板蝕刻時需做1—2PNL首板送物理室檢測阻抗值,首板生產時操作員需記好生產的參數,依據阻抗儀檢測的結果來調整蝕刻參數及線寬的大小。
4.9.2、生產過程中停機、未連續生產同一型號的阻抗板達1小時或超過1小時以上需按4.9.1要求重做首板檢測阻抗值確認OK后才能批量生產。
4.9.3、蝕刻工序生產時阻抗值控制在要求的中上限,例如:特性阻抗要求50 Ω±10%,阻抗值控制在50--55Ω之間;差分阻抗值要求90Ω±10%,阻抗值控制在90--99 Ω之間。(因綠油工序生產后特性阻抗會減少阻抗值2--4Ω,差分阻抗值會減少阻抗值3--8Ω)
4.9.4、蝕刻放板時需將有阻抗線控制那一面朝下放板,如兩面都有阻抗線的板,阻抗線較多或線路較密的一面朝下放板生產。
4.9.5、如果在阻抗合格的情況下,線寬偏差太大,超出MI要求范圍時則需通知ME及QA共同跟進處理。 4.9.6、經首板確認阻抗值、線寬OK后批量生產,批量生產時的參數需按確認OK首板的參數生產;生產過程中每生產50PNL送1PNL到物理室進行阻抗值測量,并作記錄,如發現異常及時通知相關人員跟進處理。
4.9.7、每批阻抗板在蝕檢工序檢驗時,蝕檢QA按5%的比例抽板送物理室進行阻抗值測量,并作記錄, 如發現異常及時通知相關人員跟進處理。
4.9.8、對于生產過程中或蝕檢QA送板到物理室進行阻抗值測量,發現阻抗偏下線或超出最大上限時需進行全測,并作標識分開,注明阻抗值的情況,以便綠油工序生產時相對調整綠油厚度控制阻抗。
4.10 綠油:
4.10.1、正常阻抗板生產時按正常生產參數和流程生產。
4.10.2、對于蝕刻工序生產過程中檢測外層阻抗偏下線或超出最大上限的板時需相對調整綠油厚度控制阻抗。但此板需先做1-2PNL首板檢測阻抗,阻抗檢測合格,按首板參數絲印綠油生產;阻抗檢測不合格,需重新調整相關參數重做首板確認阻抗OK后才能生產。 (注:綠油厚度與阻抗值成反比)
4.11 其它:
上述4.1—4.10中未設計到的其它工序按本廠的相關要求正常生產控制。
5.0阻抗檢測:
由工序送阻抗板到物理室,在泰克(DSA8200)阻抗測量儀進行阻抗檢測。
6.0接受標準:
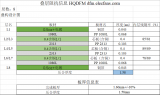
6.1阻抗值公差
6.1.1、阻抗值公差MI中有特別要求時,按MI要求控制。
6.1.2、當MI中阻抗值公差沒有要求時,阻抗要求值50Ω以下,允許公差為±5Ω,阻抗要求值50Ω或50Ω以上,允許公差為±10%。
6.2外層阻抗
6.2.1、蝕刻特性阻抗可以比要求阻抗值最上限大4歐姆,超出4歐姆的打報廢;蝕刻生產時一般要求控制在要求阻抗的中上限(因阻抗綠油生產后會減少阻抗值2--4Ω)。
6.2.2、蝕刻差分阻抗可以比要求阻抗值最上限大8歐姆,超出8歐姆的打報廢;蝕刻生產時一般要求控制在要求阻抗的中上限(因阻抗綠油生產后會減少阻抗值3--8Ω)。
6.2.3、蝕刻后阻抗值小于要求阻抗值最下限時打報廢處理。
6.2.4、綠油后阻抗值可以比要求的最小阻抗值小3Ω可以接受,超出的打報廢;綠油后阻抗值可以比要求的最大阻抗值大3Ω可以接受,超出的打報廢。
6.3內層阻抗
阻抗值可以比要求的最小阻抗值小3Ω可以接受,超出的打報廢;阻抗值可以比要求的最大阻抗值大3Ω可以接受,超出的打報廢。











 工商網監
工商網監
評論