�����_�_(d��)20PM���c�z�C��(sh��)��ϵ�y(t��ng)
1 ����
�����c�z�C�nj��T��Һ�w�w�M�п��ƣ���Һ�w�c�Ρ�Ϳ��������ڮa(ch��n)Ʒ�����a(ch��n)Ʒ��(n��i)�����Ԅӻ��C�����c�z�C��Ҫ���ڮa(ch��n)Ʒ��ˇ�е��zˮ�����Լ�����Һ�w��ճ�ӡ���ע��Ϳ�ӡ��ܷ⡢
������䡢�c�Ρ�����/����/�A��Ϳ�z�ȡ��Ԅ��c�z�C�ڹ��I(y��)������Խ��Խ�õ��V���đ�(y��ng)�ã�С���֙C���R�^��IC���b��LCD��LED���Pӛ����X����(sh��)�a���C��SCP��BGA�����O�ܡ����O�ܡ����ܙCе�ȣ����w�C����܇���Cе����ȣ�����Ҫ���ܵ��c�z�O(sh��)��֧�֡��c�z߀��SMT�������N�b���g(sh��)��PCBӡ���·���ƻ�����ˇ���̡�SMT�������c�z-�N�b���̻���-��������-��ϴ-�z�y�ȹ�ˇ�h(hu��n)��(ji��)�M�ɡ����У��c�z��ˇ�����nj�������NƬ�z©ӡ��PCB�ĺ��P�ϣ���Ԫ�������N�b�ͺ�������(zh��n)�䣬λ��SMT���a(ch��n)������ǰ�ˡ�
����2 �c�z�C�\�ӿ���
����2.1 �c�z��ˇ
�������w�c�z�V����(y��ng)�����������a(ch��n)�У��a(ch��n)Ʒ���|(zh��)���������a(ch��n)�^�̛Q���ģ������ǃH�����|(zh��)���z�鲿�T�����C����������a(ch��n)�^������ʽ���Ʋ����ĭh(hu��n)��(ji��)Խ�٣���ɵ����a(ch��n)��һ����Խ�٣���ʽ����؛��Խ�͡��c�z�C��������������wϵ�ܿ����c�z�^�̾�һ��(w��n)�����^�ߵ�һ���ԡ�ʹ�ø�Ʒ�|(zh��)���c�zϵ�y(t��ng)���Ա���������ʽ���g(sh��)ˮƽ����R�����a(ch��n)�еēQ�����a(ch��n)Ʒ�|(zh��)���ͮa(ch��n)����ɵ�Ӱ푡��c�z���g(sh��)�ܱ��C���w�c�z���ľ�һ��(w��n)�����Ķ����C����K�a(ch��n)Ʒ�|(zh��)���Ŀɿ�һ���ԡ�
����2.2 �c�z����
������1��ֱ�^����ĈD�β������档�c�z�^�����ٶȺ�܉�E�����{(di��o)�������ͽ̌�(d��o)ʽ���܉�E����(sh��)���������η��㡣���ý̌�(d��o)���c�ķ�ʽ�a(ch��n)���ӹ��ļ������M�Іβ��{(di��o)ԇ���β����ԄӼӹ���ʽ�������䷽��ʽ����ӹ��ļ�������ͨ�^Ӌ��C�ġ��ɱ����M�c�z��ˇ��
������2���c�z���ȸߣ�܉�E����, ���z��(w��n)����Ч�ʸߡ���S���ɶȿ��g܉�E�\�ӡ�����ܛ�����a���Ɍ��F(xi��n)����ֱ�����A�����a�����(f��)�s܉�E�\�ӡ����������c�O(sh��)���M�����˘����_�����P(gu��n)���Ȳ�����
����3 20PM�\�ӿ���PLC��Q����
����3.1 �\�ӿ���PLC����
�����_�_(d��)DVP-20PM00D��һ������\�ӿ��ƌ��ù��ܵĿɾ��̿�������DVP-20PM00D��������c��PLC���Cֱ���ṩ���݆���ܣ������fDVP-20PM00D�ǃ�(n��i)�����݆���ܵ�PLC,������Щ����ֱ�ӷQ��DVP-20PM00D���_�_(d��)20PM�\�ӿ�������
����20PM����2·500KHz��ݔ���cݔ���������݆�����ж��xX�S����S�����a��ݔ���S�����S����(d��ng)���x��CAM Table���S����(j��)���x���������S���S�\�ӡ����ø����pCPU�Y(ji��)��(g��u)��ʽ�����ê���CPU̎���\�ӿ����㷨�����Ժܺõ،��F(xi��n)���N�\��܉�E���ơ�߉�������ƣ�ֱ��/�A�����a���Ƶȣ��c�z�C��(sh��)��ϵ�y(t��ng)����������20PM�\�ӿ����������݆���ܺܺõĽ�Q�ˏ�(f��)�s�߾����c�z܉�E���F(xi��n)���}��20PM����Ҫ���c��
������1��20PM�m���ڸ��١��߾��ȡ��ߏ�(f��)�s���\�ӿ��ƈ��ϣ�
������2������و�(zh��)�м��Дඨλ��
������3��64K ������, ��(n��i)��Flash�惦�w��
������5���ɽM����}�_ݔ��������}�_ݔ���_(d��)500KHz��
������6���ɽM�֓u݆���ƣ�
������7����(n��i)�����݆���ܣ��p�Ɍ��F(xi��n)�@�����w�������ȑ�(y��ng)�ã�
������8��֧��PLC���߉���Ƽ�NC����(G �a�cM�a)��
����3.2 �\�ӿ��ƽ�Q����
����ȫ�ԄӔ�(sh��)���c�z�C�����_�_(d��)20PM00D�\�ӿ�����PLC��DOP-B07S200�|������01PU-H2�(q��)���������M늙C�Ȍ��F(xi��n)3�S���ƹ��ܣ��������1��ʾ��0PM00D���ƃ��S��(g��u)��X/Y����(bi��o)ϵ�y(t��ng)������G�a���ֱ����A�����a���܉�E�\�ӣ���λ�c�zλ�ã�����01PU����һ�SZ�S�骚���\�ӣ������c�z�������F(xi��n)���O(sh��)����c�ӡ�ԭ�c�ؚw�����ԄӼ��Ԅ��\�У�����ͨ�^�䷽���܌��F(xi��n)��܉�E�Π����⡣�Ñ��������˙C�������O(sh��)���c�z������,�ⲿ��һ����ͣ���o��
�������M늙C���(q��)�����Ͳ��M�(q��)�����ļ�(x��)�ֶȡ������}�_�ķ�ʽ�����M늙C�������ļ�(x��)�ֶ�����߾��ȡ�20PM�Dz���}�_ݔ�������Ԍ���(y��ng)�IJ��M�(q��)����ҲҪ�x�����}�_ݔ�����̖���҂��x���M��������(x��)�ֶȞ�200�����M늙C40000���}�_1�D(zhu��n)�_(d��)��Ҫ��ľ��ȡ���Ҫ�˽ⲽ�M늙C�D(zhu��n)1ȦƤ��ֱ��ǰ�M���پ��x��߀��Ƥ���\�ӵ���������(d��o)܉����Ҫ���b���ҘO���_�P(gu��n)��ԭ�c�ؚw�Ľ��c��̖�_�P(gu��n)���@Щ��̖����(y��ng)��Ҫ�ӵ�20PM��01PU����(y��ng)�Ķ��ӡ�Ȼ������С���Mԇ�l(f��)��10���}�_�z�y��2�l��0.002���ף��Ą������@������С�`���(j��ng)�^���H�\�У��c�z�\����ȫ���Ͼ���Ҫ��
������1 ��(sh��)���c�z�C�O(sh��)������
|
�a(ch��n)Ʒ |
��(sh��)�� |
��� |
|
20PM00D |
1 |
PLC |
|
DVP01PU-H2 |
1 |
PLC����ģ�K |
|
DOP-B07S200 |
1 |
HMI |
|
���M늙C |
3 |
���M늙C |
|
���M늙C�(q��)����200��(x��)�ֲ��ݔ�� |
2 |
���M�c�(q��)���� |
|
���M늙C�(q��)����2��(x��)�ֲ��ݔ�� |
1 |
���M늙C��Z�S�� |
|
��(d��o)܉��Ƥ�� |
3�� |
|
|
Ƥ�����X݆ |
3�� |
|
|
�����λ�_�P(gu��n) |
9�� |
�_�P(gu��n) |
|
�Ƅ�ƽ�_ |
1�� |
ƽ�� |
|
�̶��zˮ�Ĺ̼� |
1�� |
|
|
�_�P(gu��n)���o |
1�� |
���o |
|
�C�� |
1�� |
|
|
24VDC�_�P(gu��n)�Դ |
1�� |
�Դ |
����4 ��(sh��)��ϵ�y(t��ng)����
����20PM�Ќ��T�ľ���ܛ��PMSoft 1.03�����ӕrͨ�^�½�һ������?q��)��F(xi��n)�ġ�
����4.1 ��ʼ��
������늳��چ����������}�_��ʼ��X/Y/Z�S�Ļ�������(sh��)����D1�D��2��ʾ��
�����D1 �\�ӷ����ʼ��
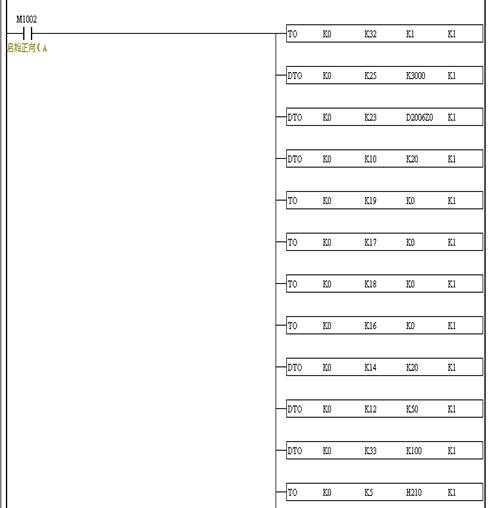
�����D2 ����ģʽ��ʼ��
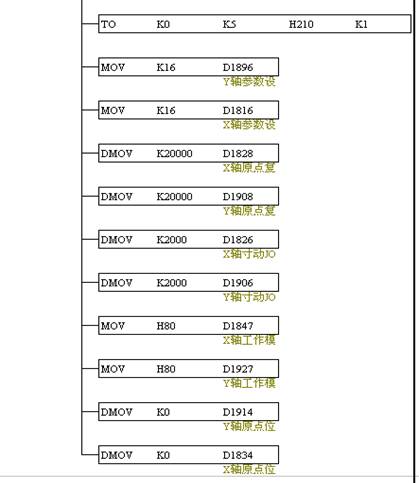
����01PU������ģ�K��Ҫ��FORM/TOָ����������Ҫע�����FROM/TOָ����^ռ�Ò���r�g��Ҫʹ��̫�࣬һ�ξͰ���Ҫ���xֵ�ą���(sh��)�O(sh��)�úã����Ҳ�Ҫʹ��һֱ�xֵָ�����20PM�����փԺ�����ģ�K�����փԣ���Ҫ�O(sh��)�õĻ�������(sh��)�У�
������1���l(f��)���}�_�ķ�ʽ���}�_�ӷ���20PM ��X�S�xֵK16�oD1816,Y�S�xֵK16�oD189601PU ��TOָ���xֵK16��CR#5��
������2��ԭ�c�ؚw�ٶȣ�
������3������ٶȣ�����СЩ��
������4��X/Y/Z�S����ģʽ�����ҘO��ֹͣģʽ��
������5���p�ٶȡ����ٶ��O(sh��)�����Ը���(j��)���H�O(sh��)����
����4.2 ����(bi��o)���x
��������(j��)��Ҫ����������Ԅ�ԭ�c�ؚw�������ؚw������(bi��o)��0����D3��ʾ��
���� �D3����(bi��o)���x
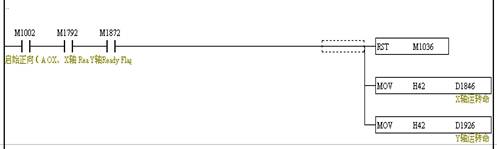
����4.3 HMI ���Ƽ��@ʾX/Y/Z�S��ӳ���
������D4��ʾ��M5/M6����X�S����/�����ӣ�M7/M8����Y�S����/�����ӣ�M13/M14����Z�S����/�����ӡ�
������D5��ʾ��HMIֻ��Ҫ��6����λ���o����(y��ng)M5��M6��M7��M8��M13��M14������6����(sh��)���@ʾ����(y��ng)�ĬF(xi��n)��λ�üĴ����Ϳ��Ԍ��F(xi��n)��HMI�Ͽ����@ʾX/Y/Z�S����(bi��o)λ�á�����һ�����o��X/Y/Z�S�ĬF(xi��n)��λ���xֵ�o�ض��ļĴ������Ϳ������@Щ�Ĵ��������\�ӿ��Ƶ�λ������(bi��o)�����F(xi��n)���\�ӵ����ɾ���
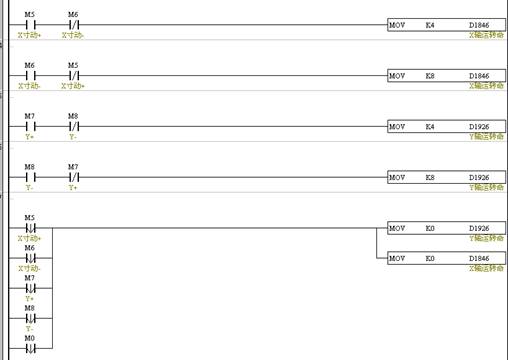
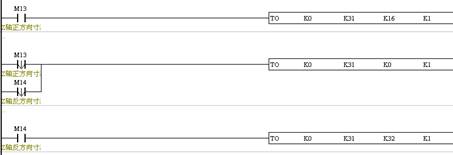
�����D4 ��ӿ���
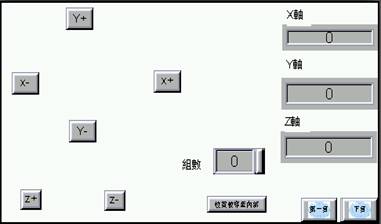
�����D5 HMI׃��朽�
4.4 �\�ӿ��Ɔ��ӳ���
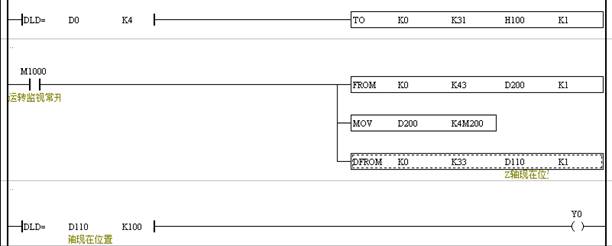
����������D1868���xֵH8003�x���\���ӳ���0X3��Ȼ���\���ӳ����|�l(f��)�l���������ⲿ�_�P(gu��n)��̖�|�l(f��)����D6��ʾ��
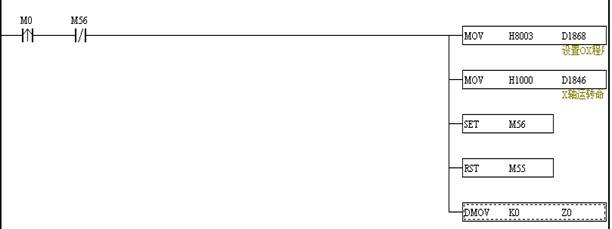
�D6 �\�ӿ���ϵ�y(t��ng)����
����4.5 �\���ӳ���
���� ���̘��ΈD������ʾ��

�����ӳ�����Ҫ���G�a�\�ӿ��ơ�Ҫ�`���\��Z0׃ַ�Ĵ����팍�F(xi��n)���҂����\�Ӕ�(sh��)��(j��)����D2000�_ʼ�ļĴ�������D7��ʾ��
�����D7 G�a�\�Ӕ�(sh��)��(j��)
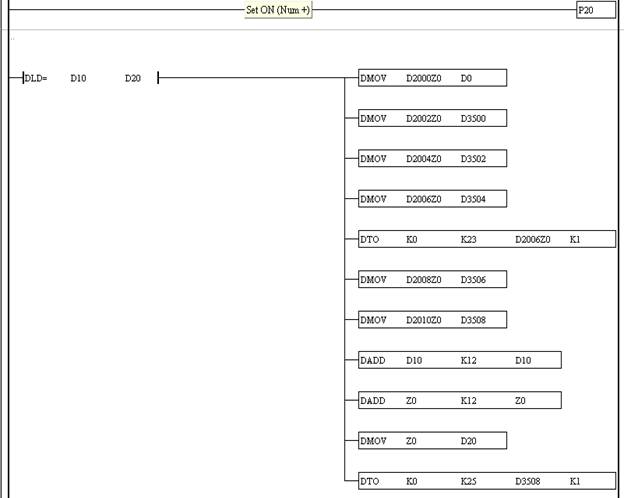
�����҂��@���õ���G�a��G01ֱ���\�ӡ�G02형rᘈA�����a�\�ӿ��ơ�G03��rᘈA�����a�\�ӿ��ơ����Կ����҂���ҪG�a�x��2���֡�X����(bi��o)2���֡�Y�S����(bi��o)2���֡��돽2���֡��ٶ�2���֣�����2���֡��ஔ(d��ng)��1�l�\��ָ���҂���Ҫ12���֡������҂�ֻ��Ҫ��(zh��)��һ�l�\��ָ���Z0��12���ڰ��µĔ�(sh��)��(j��)�xֵ��D3500-D3508����Ϳ����ˡ��������ӳ�����ѭ�h(hu��n)�z�y���z�y��D2000Z0��1�ĕr���{(di��o)��G01����2�r�{(di��o)��G02��3�r�{(di��o)��G03��4�r��FROM/TOָ����Ɍ�01PU���\�ӿ��ƣ�ֱ���z�y��G�aD2000Z0��0�����ӳ�����D8��ʾ��



���D8�a�\�ӿ���
����4.6 �˙C����HMI����
������Ҫ������D2000�Ժ�ļĴ����xֵ���@ʾ�Ĺ��ܣ��@��������䷽��ϡ�߀����HMI���c���O(sh��)�ú�X/Y/Z������(bi��o)���d��D2000�Ժ�ļĴ���������ڸ���(j��)��Ҫ��������(d��ng)Z�S��ָ������(bi��o)��Y0ݔ�����zˮ������
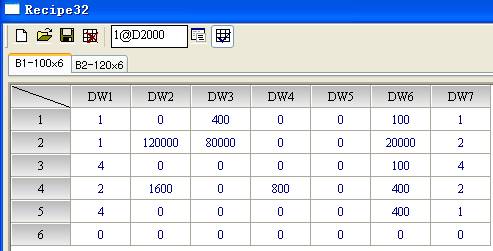
�������_�_(d��)Screen Editor 2.00.05���x��-����-32�䷽-�½�1��100��6���䷽��������ĵ�ַ���(sh��)��(j��)����ʼ��ַ1@ D2000��Ȼ�����������Ҫ�Ĕ�(sh��)��(j��)�������½�����һЩ��(sh��)��(j��)�@ʾ�Ŀ��ַ��RCP0�_ʼ����(y��ng)D2000����RCPNO��RCPG�x��M��(sh��)���䷽��(sh��)���ÿ��ƅ^(q��)��5���ֵĵ�2λ�͵�3λ�����䷽���ς������d����D����ʾ��
����5 �Y(ji��)���Z
����ʹ��20PM�ܺܺõČ��F(xi��n)�c�z�C�Ĺ��ܡ����Ͳ��cʽ���܉�E����(sh��)���ٶȿ��������O(sh��)��������������η��㡣��(j��ng)�^�yԇ�҂������ĈA�_(d��)���돽1.5���ײ������Σ���ȫ�M���Ñ�Ҫ�������O(sh��)��ľ���߀�͙Cе�O(sh��)�����P(gu��n)ϵ�����磺������ŷ�늙C���沽�M늙C���z�U����Ƥ����Ԓ�������ڸ����c�z�^���о��ȸ���(w��n)�������`�C��20PM���\�ӿ����з�(w��n)���ɿ������������ԑ�(y��ng)�õ����P(gu��n)�Cе�O(sh��)�䡣