����PLC��偠t����Ó�����ϵ�y���OӋ
��1������
�����҇���ȼú�����ȼú�ŷŵ�SO2�ɞ�Ӱ��҇����п՚��|������Ҫ��Ⱦ���ˣ�偠t����Ó���ǜp��SO2����Ҫ�ֶΡ�
����偠t����Ó��ϵ�y���кܸߵď��s�ԣ��䌦����ϵ�y��Ҫ�������ܸߡ���ʹ��PLC�����ѽ��ɞ�һ�N�^���M�����Ä��^���ţ�����Խ��Խ�V����һ�N�����O�䡣�����пɿ��ԘO�ߡ��ܽ��ܐ��ӭh���Ŀ������Rȫ���ԃr�ȸߵ����c���V��������偠t����Ó�̡����߅��c�OӋɽ�|ij��Դ�S2��75t/h偠t����Ó�����ϵ�y�����������T��S7-200�ɾ��̿���������λ�C���ñ������ع�˾�M�B��KINGVIEW 6.53���I����ܛ�������F��Ó��ϵ�y�ıO�ء�
����2��Ó��ϵ�y��ˇ����
��������Դ�S����ʯ��ʯ��ʯ������Ó���g��ԓ���g��ʯ��ʯ�{Һ����Ó�����������Ȍ������M�Ї���ϴ�죬ʹ�����еĶ����������Ɂ������}��ͬ�r���������ĝ{Һ�й���՚⣬����ʹ�������}�D���������}��Ó�ĸ��aƷ��ʯ�ࡣԓ��Ó��Ч�ʸߣ�����95%���������ɿ��Ըߡ�
����ԓϵ�y��������Q��ϵ�y��������Ó��ϵ�y���o��ϵ�y��ʯ��Óˮ�͏Uˮ̎��ϵ�y�������OӋ���ǽo��ϵ�y��PLC����ϵ�y��
����3��偠tÓ��ϵ�y����
������1����ϵ�y��2x75t/h偠t����Ó�̣�ÿ�_偠tǰ�����_����p����y��ϵ�y�\�Еr���_��ϵ�yֹͣ�r�P�];�ɬF�������������Ҳ����Tվ������ÿ��ϵ�y��һ�_22kw�_���L�C�����ڌ�ʯ��ʯ�۴���偠t���M��Ó��;���о͵�/�h���D�Q�_�P�����ɬF�����ƹ������Ҳ����Tվ�����������c�tǰ����y�B�i������y����ȫ�����_���_���L�C�����\�С�
������2��ÿ��ϵ�y��һ�_4kw�o�ϙC����׃�l�{�١����й��T���b�Ŀ�����壬���ɬF�����ƹ������Ҳ����Tվ�����o�ϙC�Ć�ͣ�����Ϗ�λ�ͽo�ϙC�D�ٵĿ��ƣ������c�_���L�C�B�i���_���L�C���\�У��o�ϙC����\�С�
������3������ϵ�y����һ��ʯ��ʯ�ۂ}���ۂ}�ϰ��b��һ������λ���ɂ�����λ�������l���{��λ�_�P�����о͵�/�h���D�Q�_�P�����ɬF�����ƹF�����m�������������Ҳ����Tվ����;�F�����m�������䰲�b��0m�ӣ�ʯ��ʯ�ۂ}�M�Ͽڸ����������M�ϕr�����ۂ}���m�����ܙz�y�ۂ}�ȵ�ʯ��ʯ�۵ĸ߶ȡ�
����4��PLC����ϵ�yӲ���M��
������1������̎���Ԫ
����S7-200�x��CPU226 CN��������̎���Ԫ������24��������ݔ���Լ�16��������ݔ�����ɔUչ��248�c��������35·ģ�M����S7-200 CPU��ָ��������M�Д�����߉���ơ�����̎�����]�h�^�̿��Ƶȡ�
������2���Uչģ�K
�����������Uչģ�K������EM223 CN��8ݔ��DC 24V/8�^���ݔ��;EM221 CN��8ݔ��DC24V��
����ģ�M���Uչģ�K��2��EM231 CN��4·ģ�M��ݔ�룬12λ�ֱ���;EM232 CN��2·ģ�M��ݔ����12λ�ֱ��ʡ�
����5��PLC����ϵ�y����
����PLC����ϵ�y��ɔ����ɼ���ģ�M�������Լ������Ƶȹ��ܡ�
������1�������ɼ�����
������λ�C�����ؙC�����b�˽M�B��KINGVIEW 6.53�O��ܛ�������cS7-200֮�gͨ�^���ɿ�ͨ�ŷ�ʽ�����B�ӣ����F������ݔ��
���������ɼ����܌�������Ҫ��IJɘ��ٶȣ�ģ/���D�Q���ȼ��������ڣ������a�^�̵ĸ��N��Ϣ����ģ�M�����_�P�����M�вɼ���̎�����\�㡢�z��������ȣ��������֡��D������������ʽ�M�B�ɸ��N���棬ͨ�^��λ�C��Һ���@ʾ���@ʾ������������T���r�ṩ�C�M�\�Р�B����Ϣ��
���������ɼ��ľ��w���ܣ�
�������@ʾ������ģ�M�D�@ʾ�������@ʾ���ɽM�@ʾ�����@ʾ�ȡ�
�������Ʊ�ӛ䛣���������ӛ䛡����rӛ䛡��¹����ӛ䛵ȡ�
�������vʷ�����惦�c�z����
������2��ģ�M������
����Ó��ϵ�y�\�Ѕ���ݔ�뵽PLC������PLC��PIDܛ�����ܿ���ģ�M��ݔ�������F�Ԅ��{�����ܡ���ģ�M�����ƵĹ��܌����o�ϙC׃�l���M���l�ʿ��ơ�Ó��ʯ��ʯ���Ķ������ɽo�ϙC׃�l���M�п��Ƶģ����ڽo�����Ķ���ֱ��Ӱ�Ó���Ч�ʣ����˽����\�����_���h���˜ʣ���Ҫ����SO2�������ƽo������SO2�����O��ֵ��������λ�C���M���ģ�Ó����SO2�O�yֵ�c�O��ֵ�M�б��^����PID�\����{���o�ϙC׃�l�����l���M�����ƽo������
������3��������SCS
����SCS���ƌ�������C�M��늄әC������T��늴��y�ȣ�������SCSϵ�y���������x�Ĺ��ܽM�����ӽM������헿��Ʒ�ʽ���]�����ӽM�����ƹ��ܵĆ���ͣ�ܪ����\�С��\���ˆT����CRT�I�P���x���Ԅӳ�����ƻ��քӲ�����ʽ���ڳ����Ԅӈ������g�����F�κι��Ͽ����\���ˆT�l���Д���̖����ʹ�����\�еij����Дಢ�ص���ȫ��B����Ļ�Ͽ��@ʾ�����Д�Ĺ���ԭ���x���քӲ�����ʽ�r��SCSϵ�y�O�õ��S���ļ������A���\���ˆT�`�������O����i�����oָ�������߃��ȼ����ք�ָ��t���Ԅ�ָ��ȣ������O��ġ����ӡ�����ֹͣ�����_�������P��ָ����]�i����ʹ�����O����ȫ���������SCS�ı��o���]�i����ʼ�K��Ч�������S�\���ˆT�ք��г���
����6������ܛ�����OӋ˼·
����ܛ�������nj��FÓ����Ƶ��P�I���֡�ܛ������ģ�K���Y���M���OӋ���Ա��_���^������ֲ�Ժͽ��Ĺ��ܔUչ��
������1����������
����Ó��ϵ�y����������D1��ʾ��
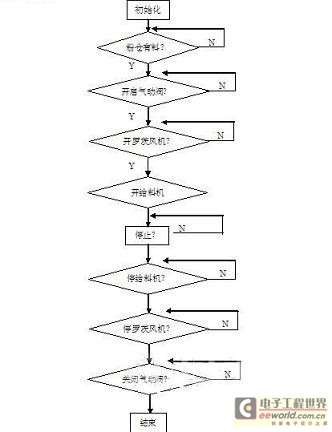
�D1 Ó��ϵ�y�������̈D
������2���]�h����
�������˽����\�����_���h���˜ʣ���Ҫ����SO2�������ƽo��������Ó��ϵ�yPLCģ�M���]�h����PID���܈D��D2��ʾ����SO2��Ȃ������z�y�����t�ȵ�SO2��ȣ�׃������������ݔ���������̖�D�Q��˜����̵������̖��Ȼ���ͽoģ�M��ݔ��ģ�K����A/D�D�Q��õ��cSO2��ȳɱ����Ĕ�������CPU�����cSO2�O��ֵ�M�б��^������PID�����㷨���`��ֵ�M��Ӌ�㣬���\��Y�������������ͽoģ�M��ݔ��ģ�K����D/A�D�Q��׃�������̖���Á����ƽo�ϙC��ݔ�����Ķ��٣�ͨ�^������偠t�ȵ�SO2��ȣ����F�]�h���ơ�
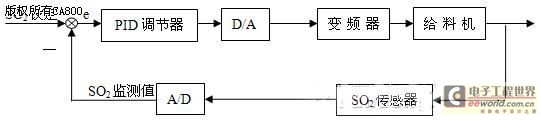
�D2 PID���ܿ�D
����S7-200 PLC�ṩ�˃��õ�PID�\��ָ����M��ģ�M���]�h���ƕr��ʹ��ģ�M���Uչģ�K��EM231��EM232�������PID���ơ������OӋ��PID����ָ����D3��ʾ��ֻ���O����PID�������\��PID����ָ��������ݔ������ֵ�����Fģ�M���]�h���ơ���ϵ�y�����ˬF�������������ֱ�����^�̿���ϵ�y���M�Ѕ�������������λ�C����ͨ�^SO2���r�����^��SO2���׃������PID���������_������Ŀ���ֵ��

�D3 PID����ָ��
����7���Y���Z
����ͨ�^�������T��S7-200 PLC�����F�ˌ�Ó��ϵ�y�M�пɿ��ġ���Ч�Č��r���ƺͱO�أ������ϵ�y�Ŀɿ��ԡ���ȫ�Ժ��Ԅӻ��ij̶ȡ���ɽ�|ij��Դ�S�đ��Ì��`�C������ϵ�y���ܿɿ��������ʵͣ����зdz��õĭh��Ч���ͽ���Ч�档